

















IL-246-B
REA/Vector Applicators Spray Techniques
8
8
8
8
8
RECESSED AREAS
RECESSED AREAS
RECESSED AREAS
RECESSED AREAS
RECESSED AREAS
Do not depend on electrostatic attraction alone for coating recessed areas, remember, the more
exposed areas of the object have a stronger attraction for charged paint formulations than the recessed
areas, therefore, the electrostatically charged paint particles will take the path of least resistance, and
tend to build excessively on the more exposed areas.
The best and most efficient technique is to coat the recessed areas first, utilizing air pressure to drive
the paint into difficult areas or by narrowing fan width to effectively increase delivery rate per inch of
pattern width. Then paint the more readily accessible areas, the electrostatic process with its
"wraparound" and "opposite attraction" characteristics will probably have already partly coated these
areas.
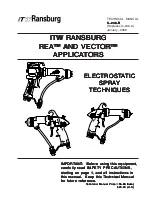
DIFFICULT
→
←
EASY
A. Voltage by itself will not pull paint into deep
recesses, but instead, paint will be attracted
to more exposed edges.
B.
Solution: Move in closer and use the ad-
vantages of air atomization to drive paint
into recesses.
NOTE:
NOTE:
NOTE:
NOTE:
NOTE: Narrower fan may also be helpful.
C. Doing the outside of the part first puts little
paint on the inside. If we now coat the inside,
we will be double coating the edges
and possibly overload them.
D. In this example, we coat the difficult area
first. We may then find that there was enough
wrap around from overspray to coat much of
the remaining areas.





















































