



















AAM
−
136
Revised June 5, 2012
26
POSSIBLE REMEDIES
PROBABLE CAUSES
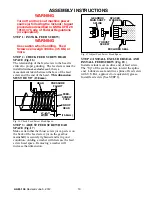
7. d. Feed screw / head spacing is incorrect.
7. d. With feed screw in grinder, but without
excluder seal on, measure the distance from
the face of the feed screw to the end of the
head, while pushing in with hand. It should
be
5/8”
(15.8mm). Make adjustment by
adding or removing spacer washers at drive
end.
8.
Mis
−
application. Grinder is not being used
for which it was designed.
Consult Weiler
r
and Company, Inc.
9.
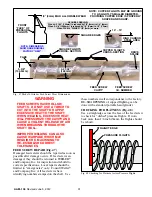
An accumulation of bone chips or gristle on
inside of plate surface will impede product
flow and destroy definition.
Disassemble grinder and clean out all
material behind plate. Check cutting parts
for sharpness. Assemble parts correctly and
tighten ring. A bone/gristle collector may be
required.
10. Loose belts on drive system, sometimes
recognized by squealing.
10. Check belts after first 40 hours of running,
on new unit. Check belts for proper tension
and condition, at least every 6 months.
Belts should be tight enough to resist
slipping under maximum load.
SMEARED PRODUCT
PROBABLE CAUSES
POSSIBLE REMEDIES
1.
All or any of the previous mentioned causes
can cause product smear.
Re
−
read solutions to
LOW OUTPUT.
If
required, change pin and bushing. Sharpen
plate and correctly assemble the grinder.
RAGGED, DISCOLORED APPEARANCE
PROBABLE CAUSES
POSSIBLE REMEDIES
1.
All or any of the previous mentioned causes
can create this problem. Poor cutting action
produces ragged appearance. Dis
−
colored
product is due to a worn pin/bushing.
Re
−
read solutions to
LOW OUTPUT.
If
required, change pin and bushing. Sharpen
plate and correctly assemble the grinder.
POOR PARTICLE DEFINITION
PROBABLE CAUSES
POSSIBLE REMEDIES
1.
Wrong feed screw configuration, RPM, hole
size in plate, plate blockage and all
LOW
OUTPUT
causes.
Re
−
read solutions to
LOW OUTPUT
. Switch
from a two
−
blade to a four
−
blade
knifeholder, RPM increase, different feed
screw or plate hole size. Consult Weiler
r
and Company, Inc.