









Operating Instructions and Parts List,
Form No. 1000023A
INSTRUCTIONS FOR CONVERSION TO C12-HHT
1.
Fully retract tool ram and make sure all pressure has dissipated.Disconnect tool from hose to pump.
2.
Place tool in a vise with handles pointing upward. Remove adhesive label covering slot in cylinder.
3.
Pry hooked end of retaining wire out of slot in cylinder.
4.
Holding hooked end of wire with pliers, rotate cylinder to force retaining wire out of groove and through slot.
Discard wire.
5.
Carefully separate end cap assembly from cylinder assembly, holding discharge spring in place.
6.
Apply lubricant to groove in pump block and to retaining wire.
7.
Insert pump block assembly into back end of cylinder assembly. Rotate cylinder assembly until hole in pump
block appears in slot in cylinder.
8.
Place hooked end of new wire from conversion kit into hole in pump block. Align free length of wire along slot
in cylinder. Rotate cylinder assembly in opposite direction to feed wire through slot and into groove.
9.
When wire is fully engaged, hooked end will snap out of hole in pump block to permit full head rotation.
Seal slot with new adhesive label.
10.
Purge air from tool using normal fill and bleed procedures.
Sheet No.
3 of 5
Rev 1
Date: 13 June 2005
®
SPX Corporation, Rockford, IL 61109 USA
http://www.powerteam.com
Made in USA
®
SPX Corporation, Rockford, IL 61109 USA
http://www.powerteam.com
Made in USA
®
SPX Corporation, Rockford, IL 61109 USA
http://www.powerteam.com
Made in USA
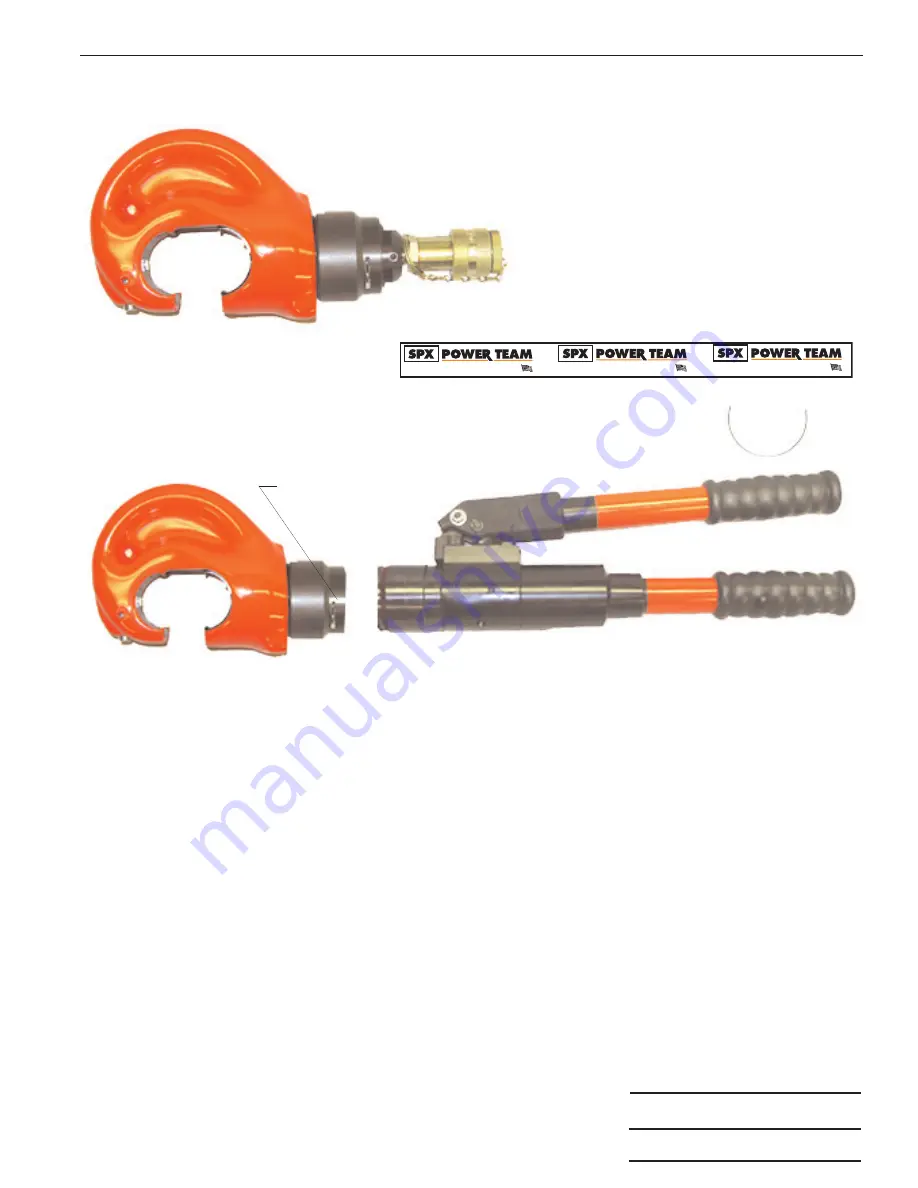
WIRE SLOT IN CYLINDER
12-HTR TOOL
C HEAD SUB-ASSEMBLY
(PART NUMBER 3000084 coated
or 4-0644 uncoated)
PUMP MECHANISM SUB ASSEMBLY
(PART NUMBER 3000089)
CONVERSION ASSEMBLY
(PART NUMBER 4-0766)
1-RETAINING WIRE
1-WRAP AROUND DECAL







































































