Copyright
©
2001 Panduit Corp.
PA24481A01
All Rights Reserved
11/2001
3
IN-SERVICE TOOLS – AFTER TOOLS HAVE BEEN IN SERVICE
1. CLEAN AND VISUALLY
INSPECT FOR DAMAGE
ONCE A MONTH.
In-service tools should be cleaned and inspected at least ONCE A MONTH. To
clean---immerse in a commercial degreasing compound and wipe clean with
a lint free cloth. If a degreasing compound is not available, wipe with a clean
cloth.
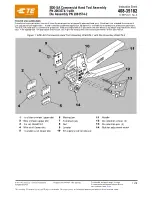
2. CHECK DIE CLOSURE
After cleaning, inspect the crimping dies for proper die closure. See Fig. 6 for
plug gaging instructions.
3. LUBRICATE TOOL ONCE A
WEEK.
4. CLEAN EXCESS OIL FROM
CRIMP DIES AND USE.
In-service tools should be lubricated ONCE A WEEK, and after every cleaning.
Lubricate all pins, pivots and bearing surfaces with a good grade S.A.E. 20 or
equivalent motor oil. Be sure to clean any excess oil from crimping dies before
using.
VISUAL INSPECTION
1. Visually inspect tool for missing or loose pins; then close the tool and note the return action of the handles.
2. Remove the terminal locator and visually inspect the crimping dies for worn, chipped or broken surfaces.
Damaged crimping dies are objectionable and may go undetected when gaging the die closure.
3. If parts are missing, defective or damaged; contact your local
PANDUIT
Sales Office for information on repair
or replacement of tools.
DIE CLOSURE INSPECTION
Die Closure inspection is made by using the GO/NO-GO plug gage members and GO/NO-GO dimensions listed
in chart shown below.
“D”
DIE CLOSURE
“G”
GAGE MEMBER
CRIMP
SIZE
GO
NO-GO
GO
NO-GO
16-14
.1140
.1240
.1140-
.1143
.1239-
.1240
12-10
.1530
.1630
.1530-
.1533
.1629-
.1630
TO PERFORM DIE CLOSURE INSPECTION
A. Clean crimping die and plug gage surfaces.
B. Close tool handles until crimping jaws are bottomed and handles are fully closed.
C. Using the proper gage member, insert the GO side into the crimping die – it must pass completely through
the closure.
FIG. 6