





























.
A complete Parts List is available at www.MillerWelds.com
OM-272989 Page 25
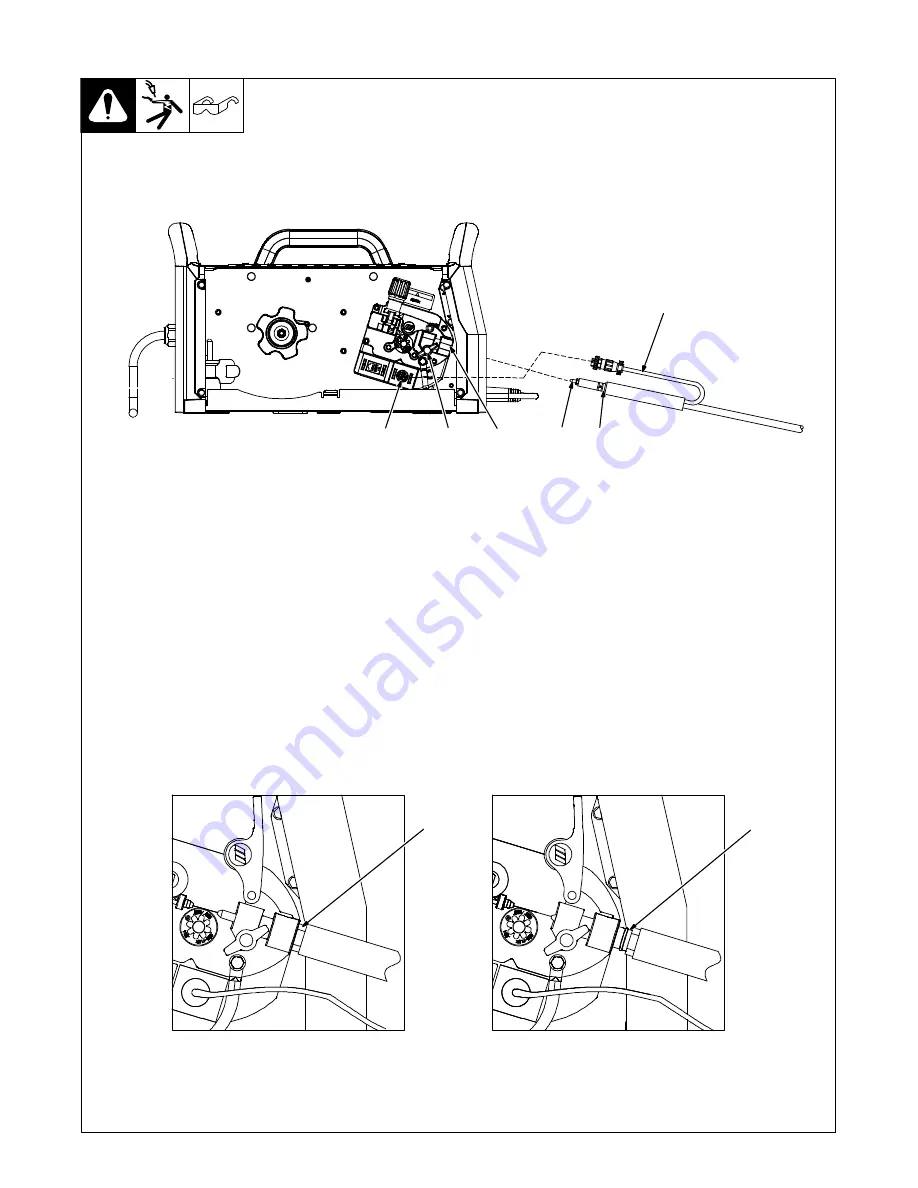
5-11. MIG Gun Connection Inside Unit
Ref. 275167A
1
Gun Securing Knob
2
Gun Block
3
Gun Outlet Wire Guide
4
Gun End
Loosen knob.
Insert end of gun through
opening in front panel until gun end
bottoms against gun block.
Tighten
knob.
5
Trigger Control Cable
6
Four Pin Trigger Control Cable
Receptacle
Route trigger control cable through MIG
gun hole.
Connect plug on end of cable to four pin
receptacle inside unit.
Correct
Incorrect
.
Be sure that gun end is tight against drive assembly.
4
4
Ref. 267807A
3
6
5
2
1
4







































































