



























.
A complete Parts List is available at www.MillerWelds.com
OM-232 384 Page 22
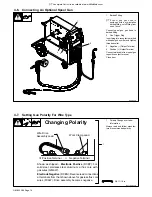
5-2.
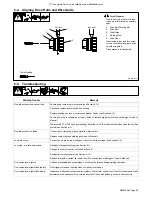
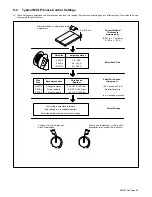
Weld Parameter Chart
Input Line
Voltage*
Parameter
Chart Settings
Higher
e.g. 240
Volts AC
230 Volts AC
Lower
e.g. 218
Volts AC
Weld Will Be
Hotter
Lower Settings
Use Parameter
Chart
Weld Will Be
Colder
Raise Settings
*Line voltage can affect weld output, settings on this chart are starting values only. You may need to adjust
voltage and wire feed speed to optimize your settings.
Material
Suggested
ShieldingGases
AndFlowRate
Suggested
WireTypes
WireSizes
(Diameters)
0.023"(0.6mm)
0.030"(0.8mm)
0.035"(0.9mm)
0.023"(0.6mm)
0.030"(0.8mm)
0.035"(0.9mm)
STEEL
ER70s−6
100%CO
2
75%Ar/
25cfh(Ar/CO
producesless
spatter−better
overall
appearance)
2
2
Solid (or hard)
ER70s−6
Solid (or hard)
25 cfh
25 % CO
STAINLESS
STEEL
Aluminumwith
optional
Spoolmate
t
3035spoolgun.
Material
STEEL
Stainless
Steel
ER308,
ER308L
ER308LSi
Aluminum
4043ER
Suggested
WireTypes
Fluxcore
E71T−11
Tri−Mix,35cfh
(90%He/7.5%
Ar/2.5%CO)
2
100%Ar
Suggested
ShieldingGases
AndFlowRate
Noshielding
gas required
0.023"(0.6mm)
0.030"(0.8mm)
0.035"(0.9mm)
0.030"(0.8mm)
0.035"(0.9mm)
WireSizes
(Diameters)
0.030"(0.8mm)
0.035"(0.9mm)
0.045"(1.1mm)
25 cfh







































































