6
Vedligeholdelse
Vedligeholdelse
Sluk altid for svejsemaskinen før slange efterses eller
repareres.
Gasdyse, isolator, elektrodetang og elektrodeholder
skal regelmæssigt afmonteres for kontrol af defekter.
Gasdysen skal være koncentrisk og fri for urenheder.
Vær opmærksom på at svejsekabler ikke kommer i
berøring med varme emner. Udskift kabler der har
defekte isolation.
Hvis svejseslangen ikke bruges i mere end
15 min. skal beskyttelsesgas i slangen fornyes før
gentænding. Sørg altid for tilstrækkeligt gas og evt.
kølevandsflow før svejsning påbegyndes.
Wolframelektrode
Kontroller jævnligt wolframelektrodens overflade og
form, da tændings- og svejseegenskaber afhænger af
elektrodens kvalitet.
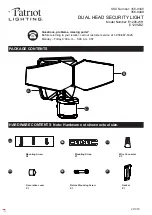
Wolfram: slibning
Wolframelektroden skal slibes af en wolframsliber,
og det er vigtigt, at slibesporene ligger på langs af
elektroden.
Korrekt slibning, der giver en fokuseret lysbue
med en smal varmezone
Dårlig slibning, der bevirker, at der dannes en ufokuseret
lysbue med en bred varmezone
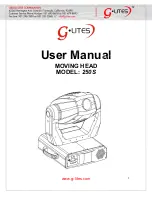
DC svejsning
Elektroden bør slibes, så spidsen er dobbelt så lang
som elektrodediameteren.
Rigtig spidsnings-
vinkel på
wolframspidsen
D: Elektrodediameter, Ø
S: Spidsningsvinkel
L: Spidslængde
L: = 2 x D
Eks.: elektrode ø 3,2 = 2 x 3,2 = 6,4 mm
AC svejsning
Ved AC svejsning er det ikke muligt at holde
wolframelektroden spids grundet den store
varmepåvirkning af elektroden. Man behøver derfor
kun at slibe, så elektroden får en svagt affaset kant.
Slibning af
wolframelektrode
til AC-svejsning
D
S
L
15°
15°