





























38
Фиг
.8
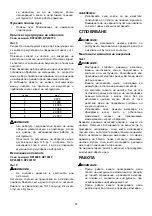
Винаги
използвайте
и
двете
ръкохватки
и
по
време
на
работа
дръжте
здраво
инструмента
за
ръкохватките
.
Допрете
основата
до
обекта
за
фрезоване
,
без
режещият
аксесоар
да
влиза
в
контакт
с
него
.
После
включете
инструмента
и
изчакайте
режещият
аксесоар
да
достигне
пълни
обороти
.
Спуснете
надолу
тялото
на
инструмента
и
го
движете
напред
по
повърхността
на
детайла
,
като
се
стараете
основата
да
не
се
отлепя
от
него
и
подавате
плавно
,
докато
не
приключите
с
фрезоването
.
При
фрезоване
на
ръбове
,
повърхността
на
детайла
трябва
да
е
разположена
отляво
на
режещия
аксесоар
,
по
посока
на
подаването
.
1
2
3
4
4
2
001984
ЗАБЕЛЕЖКА
:
•
Ако
движите
инструмента
твърде
бързо
напред
,
качеството
на
обработка
може
да
се
влоши
,
а
режещият
аксесоар
или
двигателят
да
се
повредят
.
Твърде
бавното
движение
на
инструмента
може
да
доведе
до
следи
от
изгаряне
и
влошаване
на
качеството
на
обработка
.
Правилната
скорост
на
подаване
зависи
от
размера
на
режещия
аксесоар
,
типа
на
детайла
и
дълбочината
на
фрезоване
.
Преди
да
започнете
обработката
на
действителния
детайл
,
е
препоръчително
да
направите
пробно
фрезоване
върху
отпадно
парче
от
материала
.
Така
ще
добиете
представа
как
ще
изглежда
фрезоването
и
ще
можете
да
проверите
размерите
.
•
Ако
използвате
паралелен
водач
или
водач
за
оформяне
,
се
уверете
,
че
сте
го
монтирали
от
дясната
страна
,
по
посока
на
подаването
.
Така
той
ще
бъде
винаги
подравнен
към
страничната
повърхност
на
детайла
.
Фиг
.9
Паралелен
водач
Фиг
.10
Паралелният
водач
се
използва
за
успоредно
фрезоване
на
фаски
и
канали
.
Монтирайте
паралелния
водач
към
държача
на
водача
посредством
винтова
скоба
(
В
).
Вмъкнете
прътовете
на
водача
в
отворите
на
основата
на
електроинструмента
и
затегнете
винтовата
скоба
(
А
).
За
да
регулирате
разстоянието
между
режещия
аксесоар
и
паралелния
водач
,
разхлабете
винтовата
скоба
(
В
)
и
завъртете
винта
за
фина
настройка
(1.5
мм
на
оборот
).
Когато
сте
настроили
желаното
разстояние
,
затегнете
винтовата
скоба
(
В
),
за
да
застопорите
паралелния
водач
.
Фиг
.11
По
-
широк
паралелен
водач
от
желаните
размери
,
може
да
се
постигне
като
се
използват
удобните
отвори
във
водача
,
за
закрепване
на
допълнителни
парчета
дърво
.
Фиг
.12
При
използване
на
режещ
аксесоар
с
голям
диаметър
,
прикрепете
парчета
дърво
с
дебелина
от
над
15
мм
към
паралелния
водач
,
за
да
предотвратите
сблъскване
на
паралелния
водач
с
режещия
аксесоар
.
При
фрезоване
придвижвайте
инструмента
така
,
че
паралелният
водач
да
е
наравно
със
страничната
повърхност
на
детайла
.
Ако
разстоянието
между
страничната
повърхност
на
детайла
и
позицията
на
рязане
е
твърде
голямо
,
или
ако
страничната
повърхност
на
детайла
не
е
плоска
,
използването
на
паралелен
водач
е
невъзможно
.
В
този
случай
прикрепете
стабилно
към
детайла
права
дъска
и
я
използвайте
като
водач
спрямо
основата
на
циркуляра
.
Движете
инструмента
по
посока
на
стрелката
.
Фиг
.13
Фино
регулиране
на
паралелния
водач
(
аксесоар
)
Фиг
.14
Когато
е
монтирана
фреза
Вмъкнете
двата
пръта
(
прът
10)
във
външните
монтажни
отвори
на
държача
за
водача
и
ги
фиксирайте
чрез
затягане
на
двете
винтови
скоби
(M15 x 14
мм
).
Проверете
дали
крилчатата
гайка
(M6
x 50
мм
)
е
затегната
,
след
което
плъзнете
монтажния
възел
на
основата
на
фрезата
върху
двата
пръта
(
прът
10),
и
притегнете
винтовите
скоби
на
основата
.
Функция
за
фино
регулиране
за
позициониране
на
ножа
по
отношение
на
паралелния
водач
Фиг
.15
1.
Разхлабете
крилчатата
гайка
(M6 x 50
мм
).
2.
Крилчатата
гайка
може
да
бъде
завъртяна
(M10 x 52
мм
),
за
да
се
регулира
положението
(
един
оборот
води
до
корекция
с
1
мм
).
3.
След
като
приключите
с
регулировката
за
положение
,
затегнете
до
упор
крилчатата
гайка
(
М
6
х
50
мм
).
Пръстенът
със
скалата
може
да
се
върти
независимо
,
така
че
скалата
да
бъде
нулирана
до
нула
(0).
1.
Работен
детайл
2.
Посока
на
въртене
на
накрайника
3.
Изглед
отгоре
на
инструмента
4.
Посока
на
подаване
Summary of Contents for RP1800
Page 5: ...5 46 005132 47 005133 48 005134 49 005135 ...
Page 97: ...97 ...
Page 98: ...98 ...
Page 99: ...99 ...
Page 100: ...100 Makita Corporation Anjo Aichi Japan www makita com 884877 960 ...





















































