


























FR
50
monoTIG 165ip / monoTIG 200ip
www.magmaweld.com
MANUEL D’UTILISATION
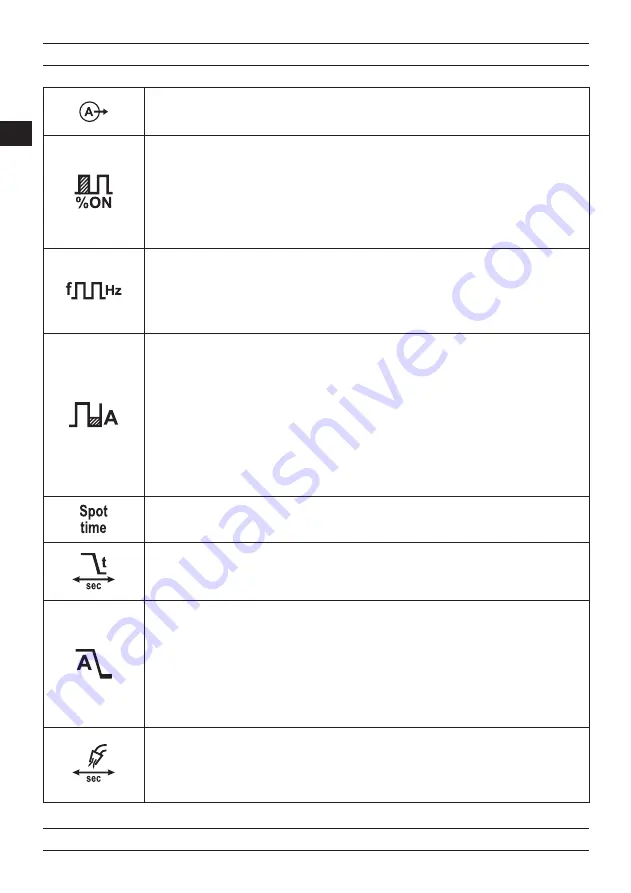
Courant dominant
C’est le courant réel à souder. Il peut être réglé entre 5 - 160 Amps dans le modèle
monoTIG 165ip et 5 - 200 Amps dans le modèle monoTIG 200 ip.
Gaz Final
Une fois le soudage terminé, le flux du gaz de protection continue pendant le temps défini.
De cette manière, la durée de vie de la pointe en tungstène est prolongée grâce au
refroidissement, tout en protégeant le bain de soudure jusqu’à son refroidissement. Le gaz
final peut être ajusté entre 0 et 20 sec.
Amplitude de Fréquence
Cette fonction est active lorsque le mode impulsion est sélectionné. Elle détermine le
rapport d’amplitude entre courant faible et courant élevé dans un cycle d’impulsions. Elle
indique combien de temps le courant élevé réglé sera actif dans une période. Le réglage
par défaut est de 50%. Il peut être ajusté entre 1 et 99%. Le courant faible est le courant de
cratère, le courant élevé est le courant principal.
Par ex.; lorsque le rapport cyclique est réglé sur 1%, avec un courant principal de 100 A et
un courant de cratère de 50 A, le travail réalisé en 100 ms est de 1 ms 100 A, 99 ms 50 A.
Fréquence d’impulsion
Cette fonction est active lorsque le mode impulsion est sélectionné. En mode impulsion, elle
permet de définir la fréquence d’un cycle d’impulsions composé de courant de soudage et
de courant inférieur. Il est également possible de définir le nombre d’impulsions par
seconde. Le réglage se fait entre 0.1- 2000 Hz. Le réglage par défaut est 5 Hz qui peut être
ajusté en fonction de l’épaisseur de la pièce ou de la décision de l’utilisateur.
Courant de fosse (courant de réparation)
Il est défini en %. Il se produit en dessous du % déterminé du flux principal. Il est utilisé
pour corriger les erreurs qui se produisent lors du soudage. Il offre un réglage entre 1 et
100 %. À utiliser uniquement avec une torche multifonction. Il détermine le courant faible
lorsque le mode impulsion est actif.
Remarque
Le courant de fosse n’est utilisé qu’en mode 4 déclenchements. Le soudage est démarré
en appuyant et en tirant sur la gâchette, la gâchette est à nouveau enfoncée et la valeur
du courant de fosse est utilisée tant qu’elle est maintenue enfoncée. Lorsque vous retirez
votre doigt de la gâchette, vous revenez au courant normal et continuez à souder. Si vous
appuyez et tirez brièvement sur la gâchette, le soudage se terminera.
Temps D’évanouissement d’arc
Cette fonction permet de définir le temps de transition du courant de soudage principal au
courant final lors de la fin du soudage. Le temps d’évanouissement peut être ajusté entre
0 - 10 sec.
Spot Time
En mode ponctuel (soudage par points), le soudage se poursuivra pendant la durée
spécifiée et puis s’arrêtera. La plage de réglage est comprise entre 0,5 - 20
sec.
Remplissage des Retassures de Cratère (Courant Final)
Lorsque le soudage s’arrête la transition du courant principal au courant final s’effectue Le
cordon de soudure est uniformisé à l’aide de ce courant en fin du processus.
Rappel
Courant initial - Temps d’évanouissement- Courant principal : Le courant initial défini est
maintenu inférieur à la valeur du courant principal. L’arc est généré par le courant initial
et le courant principal est progressivement augmenté pendant le temps d’évanouissement
défini. Cela prolonge la durée de vie de la pointe en tungstène et assure un début d’arc plus
stable.
Utilisation
Summary of Contents for monoTIG 165ip
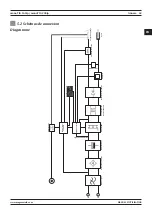
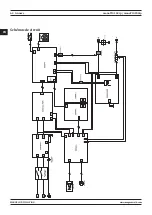
Page 32: ...EN 32 monoTIG 165ip monoTIG 200ip www magmaweld com USER MANUAL Circuit Diagram Annex...
Page 34: ......
Page 66: ......
Page 68: ...RU 68 monoTIG 165ip monoTIG 200ip www magmaweld com...
Page 69: ...RU 69 monoTIG 165ip monoTIG 200ip www magmaweld com MIG CV MMA VRD AED...
Page 70: ...RU 70 monoTIG 165ip monoTIG 200ip www magmaweld com n...
Page 71: ...RU 71 monoTIG 165ip monoTIG 200ip www magmaweld com...
Page 72: ...RU 72 monoTIG 165ip monoTIG 200ip www magmaweld com 10 2 TS EN 55011 100 IEC61000 3 12...
Page 73: ...RU 73 monoTIG 165ip monoTIG 200ip www magmaweld com 5 2 IEC 60974 9 a b c d e f g h 60974 9...
Page 74: ...RU 74 monoTIG 165ip monoTIG 200ip www magmaweld com IMF www magmaweld ru wr...
Page 78: ...RU 78 monoTIG 165ip monoTIG 200ip www magmaweld com 2 1 2 2 30 40 C IEC 61000 3 12...
Page 87: ...RU 87 monoTIG 165ip monoTIG 200ip www magmaweld com 6 TIG TIG 5 TIG 10 10 0 9 A U 7 8...
Page 90: ...RU 90 monoTIG 165ip monoTIG 200ip www magmaweld com 10 4 1 TIG 6...
Page 91: ...RU 91 monoTIG 165ip monoTIG 200ip www magmaweld com 4 2 TIG...
Page 92: ...RU 92 monoTIG 165ip monoTIG 200ip www magmaweld com TIG HF HF HF TIG...
Page 93: ...RU 93 monoTIG 165ip monoTIG 200ip www magmaweld com 4 3 E01 E02 E03 E04 E05 E07 E08 E09 E06...
Page 95: ...RU 95 monoTIG 165ip monoTIG 200ip www magmaweld com E27 E29 E30 E26 E28 E31...
Page 97: ...RU 97 monoTIG 165ip monoTIG 200ip www magmaweld com 5 2 L N IGBT...
Page 98: ...RU 98 monoTIG 165ip monoTIG 200ip www magmaweld com 1...
Page 100: ......
Page 129: ...129 TR monoTIG 165ip monoTIG 200ip www magmaweld com KULLANIM KILAVUZU Devre emas Ekler...
Page 130: ......
Page 132: ......







































































