



















F-2
DIAGRAMS
F-2
PYTHON
L10936
10K
5
5
212
10
219
13
14
212
1
POWER
U
-
ELEC
XFER
X40
X4
5,6 AIR SOL 7,8 ELEC SOL
J34
J32
3 TRIGGER
11
12
CHOKE
0.6A
5
TP3
B
N
CASE FRONT
BASE
PROTECTIVE BONDING CIRCUIT
A
A
4
S
LEFT SIDE OF MACHINE
S
BK-IN
2
R
218
3
S
BK-OUT
217
S3
PSI_SET
302
E
C
51
404
R
N
CONTROL
8
D
R
214
10
B
A
X1
S2
RESET
347
7
1
J4,J10, J30
4
J40
5
L1
S
404
6
J1
16
8
W
503
15
7
223
R
W
6
R
V
W
W
G
N
61
H1
FAN
1
INPUT
BRIDGE
RF
TOROID
1
C
B
A
7
6
18V
J40
348
276
6
8
215
9
219
213
4
9
FRONT OF MACHINE
277B
3
18V
P_XFMR
7
8
344
2W
221
S1
310
1,4 24V
2 ELEC SOL
J30
12V
FR-
IN
S
+15V
RIGHT SIDE OF MACHINE
H2
-
F
207
E
J2
501
505
502
RELAY
++VOLT
208
H1
218
T2
2
7
J22
6
9
54
FR-
IN
R
312
BK-IN
354
BK-OUT
N
CONNECTOR CAVITY NUMBERING SEQUENCE
14 GND
13
14
5
1
2
6
3
7
4
2
5
56
53
3
6
440-
E
S
xxxxxxx
N.C. PLACE "A" LEAD ON APPROPRIATE CONNECTION FOR INPUT VOLTAGE.
CONNECTION SHOWN IS FOR 440-460V OPERATION.
N.D. C1 AND C2 CAPACITORS ARE A MATCHED SET.
3
6
4
5
OUTPUT
51
7
1
PC BOARD
303
9
1
8
309
FOR THREE PHASE INPUT: GROUND MACHINE PER NATIONAL AND LOCAL ELECTRICAL CODES.
CONNECT TERMINALS U, V & W TO SUPPLY CIRCUIT.
N.B. SINCE COMPONENTS OR CIRCUITRY OF A PRINTED CIRCUIT BOARD MAY CHANGE WITHOUT AFFECTING
THE INTERCHANGEABILITY OF A COMPLETE BOARD, THIS DIAGRAM MAY NOT SHOW THE EXACT
COMPONENTS OR CIRCUITRY HAVING A COMMON CODE NUMBER.
3000/450
C2
2
5
POWER
S4 PRIMARY RECONNECT
MOTOR
FAN
FAN
E
11
3
302
4
J33
J1,J20 J33
277A
XFMR
MAIN
506
202
209
205
N.A.
PER
INPUT
6
1
9
CT
3
PSI SET
4
J4
RELAY
++VOLT
J3
7,8 ELEC SHUNT (TWIST PR)
W
2
XFER
12 GND
11 TRIGGER
2,6 PSI SWITCH 10 ELEC SOL
9 AIR SOL
3
A
X20
X40
X30
X3
X20
5
1
4
7
3 NOZZLE
2
X2
2
J5
347
J
I
H
G
64
2
206
202
U
A
A
B
D1
201
204
+
-
4A
M
L
9
PRESSURE
WORK
Y
361
14
366
12
J32
213
15
216
N.C.
J20
4
2
H3
H2
200-
220-
W
208V
230V
380-
460V
4
2
H5
H4
54
OUTPUT
8
16
READY LED
LOW_PSI LED
POT WIPER
RESET
GND
RESET LED
THERMAL LED
P-UF
9
2
J2,J21,J31
U = BLUE
W
1
3
364
369
N = BROWN
11
223
306
216
277A
8
X2
C1
3000/450
E
6
364
FAN
FAN
354
3
348
344
343
FR-OUT
309
306
D
INTERFACE RECEPTACLE
3
4
275
7
210
214
217
R
202
I
+
507
277
DISPLAY
365
6
4A
2A
1
2A
N
2
4
9
S5
4
10
1
361
5
206
B21
SHOWN FOR 400-460VAC OPERATION
X4
207A
SLOW BLOW
18V
209
A
T1
1
3
X10
U
7
R
W
H4
24V
4
2
Y
401
505
506
4
W
310
F
8
H3
TP2
REAR OF MACHINE
18V
3
4,5 XFER SHUNT (TWIST PR)
CONTROL
N
365
ELEC
215
I
208
Y
204
K
(VIEWED FROM COMPONENT SIDE OF BOARD)
COLOR CODE:
B = BLACK
G = GREEN
R = RED
W = WHITE
503
3
6
CURRENT
1
4
206
203
205
W
415V
NOTES:
N.A.
1. FOR MACHINES SUPPLIED WITH INPUT CABLE
FOR SINGLE PHASE INPUT: CONNECT GREEN LEAD TO GROUND PER NATIONAL ELECTRIC CODE.
CONNECT BLACK & WHITE LEADS TO SUPPLY CIRCUIT.
WRAP RED LEAD WITH TAPE TO PROVIDE 600V. INSULATION.
FOR THREE PHASE INPUT: CONNECT GREEN LEAD TO GROUND PER NATIONAL ELECTRIC CODE.
CONNECT BLACK, RED & WHITE LEADS TO SUPPLY CIRCUIT.
2. FOR MACHINES NOT SUPPLIED WITH INPUT CABLE
FOR SINGLE PHASE INPUT: GROUND MACHINE PER NATIONAL AND LOCAL ELECTRICAL CODES.
CONNECT TERMINALS U & W TO SUPPLY CIRCUIT.
360
TSTAT
207
+
J10
P_XFMR
10 WORK
8 AIR SOL
13 IGBT
401
J31
1
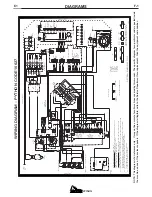
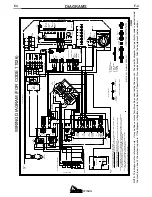
WIRING DIAGRAM - PYTHON CODE 10656
TRANSFORMER
AIR
SOLENOID
J5,J22, J34
360
3
S
369
2
7
2
366
4
8
S
62
61
6
312
S
FAN
Y
203
10
6
ELECTRICAL SYMBOLS PER E1537
343
502
4
J21
B
115V
1
Y
TRANSFORMER
Y = YELLOW
AUXILIARY
H6
12V
53
8
5
2
1
13
5
12
10
1,2 TRIGGER
4 ELECTRODE
501
507
62
5
8
N
3 IGBT
2
303
2
POT
221
277
CW (MAX)
R1
B
276
275
210
J3
FR-OUT
xxxxxxx
203
207A
201
T3
56
64
C
H5
C
207A
TP1
7
14
1
8
4
8
1
5
3
6
1
Y
Y
4
2
1
4
15
3
5
10
1
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diag
ram for a particular code is pasted inside
the machine on one of the enclosure panels. If the diagram is illegible, write to the Service Department for a replacement. G
ive the equipment code number..
Summary of Contents for RED-D-ARC IM648-B
Page 4: ...PYTHON iii NOTES iii ...





















































