
























B-5
OPERATION
B-5
FX450 (RED-D-ARC)
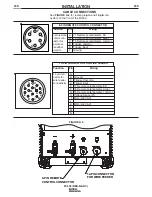
CASE BACK CONTROL
(See Figure B.2)
1. Input Power Cord Access Hole.
1
1
FIGURE B.2
COMMON WELDING PROCEDURES
MAKING A WELD
The serviceability of a product or structure utiliz-
ing the welding programs is and must be the sole
responsibility of the builder/user. Many variables
beyond the control of The Lincoln Electric
Company affect the results obtained in applying
these programs. These variables include, but are
not limited to, welding procedure, plate chemistry
and temperature, weldment design, fabrication
methods and service requirements. The available
range of a welding program may not be suitable
for all applications, and the build/user is and must
be solely responsible for welding program selec-
tion.
The FX450 is a multi-process inverter welder. The
Weld Process Selector Switch
is used to set the
desired weld mode. The FX450 has 4 selectable
welding modes:
1. SMAW –
This is a CC (constant current) weld
mode used for the SMAW stick welding process.
2. GTAW –
This is a CC (constant current) weld
mode used for the GTAW TIG welding process.
3. CV –
This is CV (constant voltage) weld mode used
for welding the GMAW MIG welding process and
the FCAW-GS, flux cored gas shielded welding
process.
4. CV-Innershield –
This is a CV (constant voltage)
weld mode used for welding the FCAW-SS, flux
cored self shielded welding process
The FX450 is also capable of gouging. Gouging can
be done in either the SMAW mode or the CV and CV-
Innershield modes.
In addition to the weld process selector switch, a hot
start toggle, output control dial and arc control dial are
provided to setup and fine tune the welding procedure.
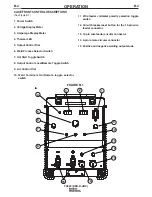
WELD CONTROLS AND DISPLAYS
Weld Process Selector Switch
4 Position switch used to select the welding process.
Hot Start Toggle Switch
The Hot Start control regulates the starting current at
arc initiation. Hot Start can be set to
“Off”
and no
additional current is added at arc start. When set to
the
“On”
position, additional current (relative to the
preset current) is added at arc initiation.
Arc Control Dial
Full range selection of arc control from -10 to +10. In
CV mode, this control is an inductance control. In
stick mode, the control adjusts the arc force.
Output Control Dial
Output control is conducted by a single turn poten-
tiometer. (Adjustment is indicated by the meters.)
When in Remote Mode, this control sets the maximum
welding current of the remote device. For example, full
depression of a foot or hand amptrol results in the pre-
set level of current.
Voltage Display Meter
• Prior to CV operation (current flow), the meter dis-
plays desired preset voltage value.
• Prior to STICK or TIG operation, the meter displays
the Open Circuit Voltage of the Power Source or four
dashes if the output has not been turned on.
• During welding, this meter displays actual average
volts.
• After welding, the meter holds the actual voltage
value for 5 seconds. The displays blink indicating that
the machine is in the "hold" period.
• Output adjustment while in the "hold" period results in
the "prior to operation" characteristics.
WARNING
POWER-UP SEQUENCE
When power is applied to the FX450, the displays will
illuminate and display the voltage and/or amperage
settings.







































































