



























30 | MSD Legend Series Operation & Maintenance Manual
The upper and lower primary blades must be parallel with each other and have less than .030 inch (.762 mm) gap. Check
the primary blades gap every 8 hours of operation and each day, before using the attachment.
1.
Cycle the shear jaw until the upper and lower primary blades overlap.
2.
Measure the gap in multiple places using a feeler gauge. The gap should be less than .030 inches (.762 mm).
Note: For most applications a gap of .010 - .020 inches (.254 - .508 mm) will yield the best results. if jamming is a
problem with your specific material, the gap may be shimmed to .005 inches (.127 mm).
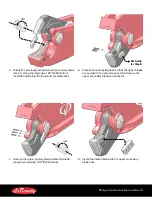
3. If the gap is larger than specified, you will need to shim the lower primary blade.
4.
Loosen the bolts that hold the lower primary blade in the blade seat.
5.
Slide the blade so you can access the adjustment plate.
6.
Add shims between the blade and adjustment plate until the gap is specified in the blade gap table (Page 30).
7.
Torque both the primary and secondary blade bolts to values shown in “Inspect / Torque Bolts” on page 25.
Note: When reinstalling the adjustment plates, ensure the notch is towards the shear.
gAP TO Be LeSS THAN
.030” (.762 MM)
Primary Blade Gap
Figure 26
Shimming the Lower Primary Blade
Figure 27
Cutting Blade Gap Table
Model
Gap Specification
MSD1000
0.010”
(.254 mm)
MSD1500
MSD 2000
MSD 2250
MSD 2500
MSD 3000
Special Applications
Some applications, such as cutting stainless steel, aluminum or thin material, may require the blade gaps to be
shimmed smaller or larger. When using the shear in these special applications, contact LaBounty Customer Service for
proper blade gap measurements.







































































