


















wT 2858/02
Page 21
11.1
Welding Instructions
When welding, the requirements relating to both welding and quality and their respective
norms must be complied with.
Welded hexagon nipple materials
Material designation
Material No.
Klinger
DIN
C %
Si %
Mn %
Cr %
Mo %
Ni %
VIII
GS-C25 N
1.0619 *)
0.18-
0.23
0.30-
0.60
0.50-
1.10
0.30
Xc
G-X6CrNiMo1810
1.4408 **)
0.07
1.5
1.5 18.0-20.0 2.5-3.0 10.0-12.0
*) The P content may only be max. 0.020 %, the S content may only be max. 0.015 %
**) The P content may only be max. 0.045 %, the S content may only be max. 0.030 %
11.1.1
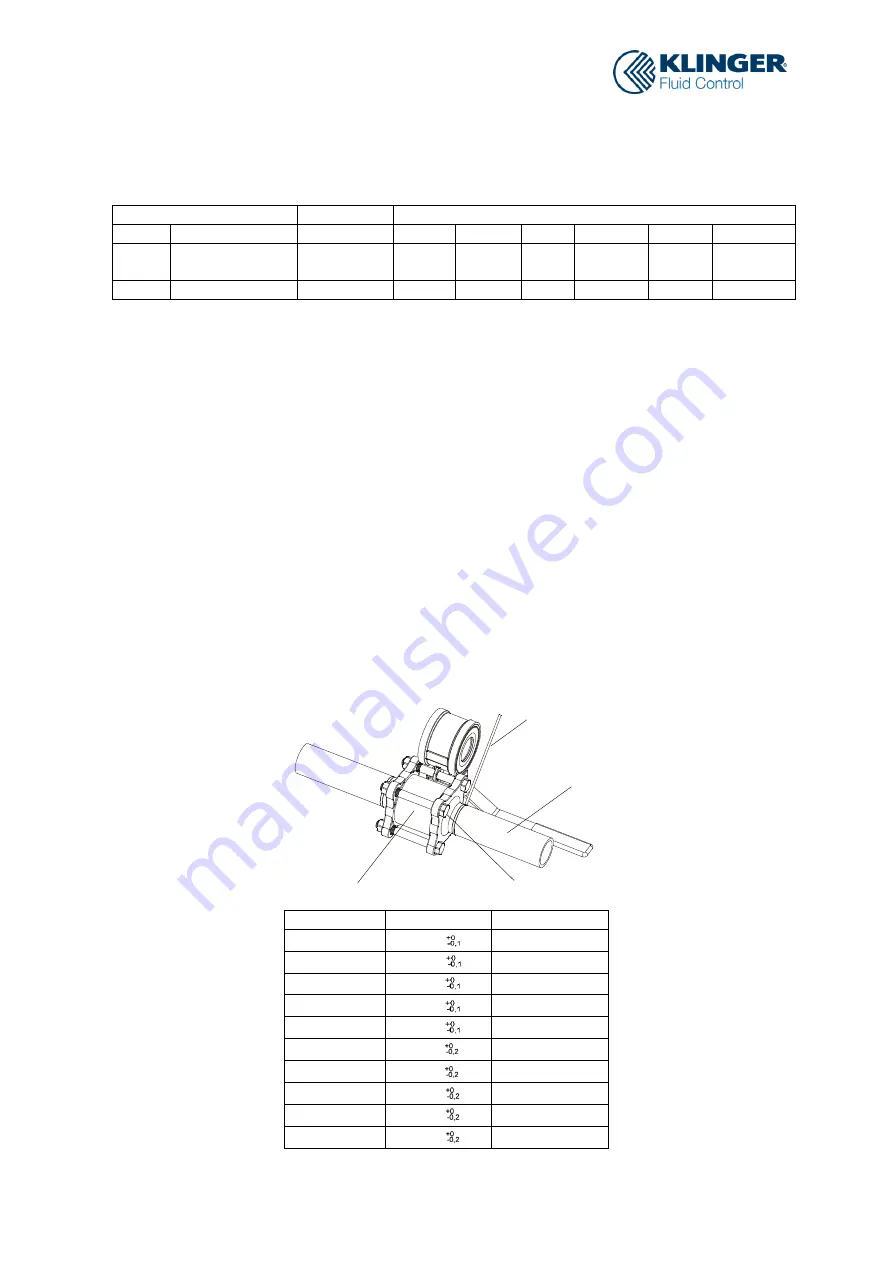
Welding Instructions for Short Design (KHA-SK)
The temperatures generated during the welding process may lead to damaging of the
sealing elements. As a consequence, the ball valve body must be swung out and replaced
by a spacer. Due to the three-component valve design, this can be easily achieved for
short periods.
Welding ends must be welded in with mounted spacer!
Following completion of the welding operation, the spacer must be removed and the
body section swung into its original position and mounted. The connecting pieces must
be parallel and aligned to the center of the axis! Shift the ball valve into the CLOSED
position and tighten the connecting screws crosswise on the basis of the tightening
torque listed in the table.
Swinging out the ball valve body is not required in the case of KHA-SK ball valves with
Fire Safe sealing elements!
Welding electrode
Pipeline
Spacer
KHA-SK
Nominal size
L
Pipe
15
26.8
33.7 x 2.6
20
35.6
42.4 x 2.6
25
41.9
48.3 x 2.6
32
49.9
60.3 x 2.9
40
63.4
76.1 x 2.9
50
77.9
88.9 x 3.2
65
93.9
114.3 x 3.6
80
111.8
139.7 x 4.0
100
132
177.8 x 5.0
125
171.8
219.1 x 6.3
Spacer lengths







































































