14
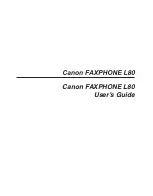
FIG. 14
PRESSER FOOT AND PRESSER BAR ADJUSTMENT
Adjusting or Replacing Presser Foot:
Remove presser bar knob (A, Fig. 14) and spring (B). Loosen screw
(A, Fig. 15) on presser bar guide (B). (Loosen screws (C) in upper stop
collar for pneumatic machines only). Slide presser bar upward high
enough to slip on presser foot yoke (E) with foot attached and
tighten screw (F) on flat of presser bar. Position foot so that the
needle holes in the foot line up with the holes in the throat plate.
Tighten screw (A)
Presser foot guide plates(G, Fig. 15) should be set so that entire
presser foot and bar assembly has free movement up and down
with no left to right movement.
With foot properly aligned on throat plate and presser bar guide (B)
securely fastened to presser bar, adjust both guide plates (G) to
obtain above setting. Tighten four screws (H).
Reinstall presser bar spring (B, Fig. 14) and knob (A), with presser foot
resting on throat plate.
For pneumatic machines:
Set upper stop collar (K) to contact casting, so the bottom of the
needle head and the top of the presser foot do not touch, at the
bottom of the needle stroke when lifting foot. Tighten screw (C).
The presser foot should be adjusted to be 1/8" (3.17mm) above the
throat plate before the feed roller mechanism begins to rise.
Loosen screw (A, Fig. 15) in presser bar lifter and guide (B, Fig. 15),
raise or lower guide as required to attain the specified point at
which the feed roller begins to rise. Retighten screw (A) and
maintain needle settings.
NOTE:
There should be a minimum 1/32" (0.8mm) clearance
between screw (M, Fig. 15) and the bottom of the slot in link
(J).
Regulate the pressure on the presser foot by turning the presser spring
regulating knob (A, Fig. 14) located on top of pressure foot spring (B)..
To remove just the presser foot, remove screws (L, Fig. 15) and replace
foot, retighten screws (L).
UPPER FEED ROLLER ADJUSTMENT
Assembly of Roller to Roller Yoke:
Assemble driven gear (A, Fig.16) through feed roller frame
(B). Place woodruff key (C) into slot of feed roller shaft (D).
Slide driven gear (E) on to shaft (D), make sure key (C)
goes into slot in gear (E). While holding feed roller frame
(B) with steel roller (F) between the two frame lobs, slide
feed roller shaft (D) and assembled components through
frame. Make sure that shoulder of roller (F) is to the right.
Align screw (G) (first in operating direction on roller) on
the flat of shaft (E). At the same time thrust shoulder of
shaft (D) against face of gear (E), make sure left edge of
roller is against right (inside) face of left lob. Secure screw
(G) on flat of shaft (D) and tighten screw (H).
A
K
G
B
Q
N
F
E
L
1/32" (.8mm)
J
M
FIG. 15
C
H
FIG. 16
E
H
F
G
A
D
C
B
Summary of Contents for UnionSpecial 35800BLWG
Page 7: ...7 THREADING OILING FOR PLAIN FEED FIG 1 ...
Page 8: ...8 THREADING OILING FOR DIFFERENTIAL FEED FIG 1 ...
Page 20: ...20 ...
Page 22: ...22 ...
Page 24: ...24 ...
Page 26: ...26 ...
Page 28: ...28 ...
Page 30: ...30 ...
Page 32: ...32 ...
Page 34: ...34 ...
Page 36: ...36 ...
Page 38: ...38 ...
Page 40: ...40 ...
Page 42: ...42 ...
Page 44: ...44 ...
Page 46: ...46 ...
Page 48: ...48 ...
Page 50: ...50 ...
Page 52: ...52 ...
Page 54: ...54 ...
Page 56: ...56 ...
Page 58: ...58 ...
Page 60: ...60 2 3 4 1 5 27 26 25 7 24 6 8 9 10 23 22 11 12 15 14 13 16 11 13 18 19 5 21 20 17 ...
Page 66: ...NOTES 66 ...
Page 67: ...NOTES 67 ...
Page 68: ......