

















4
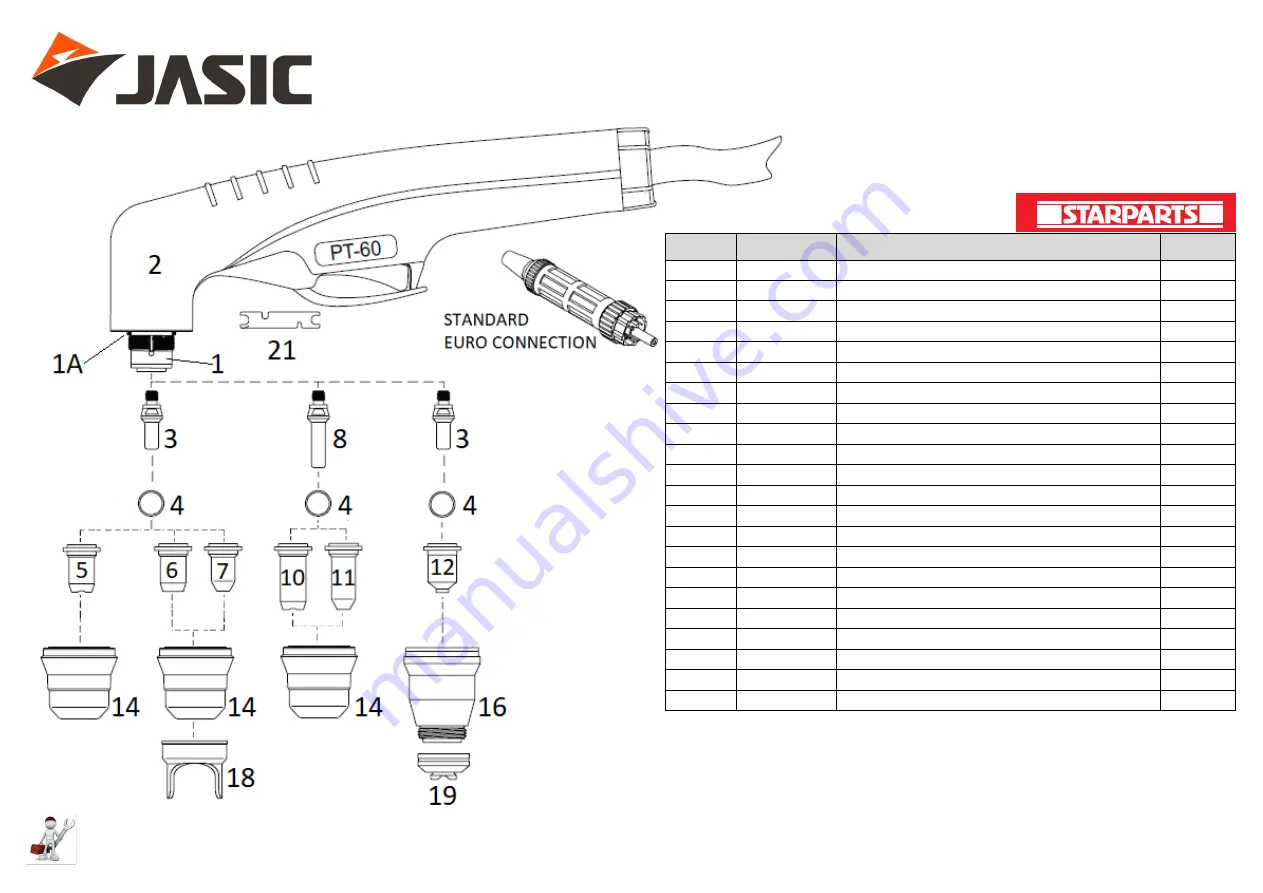
Item No
Part Number
Description
Pack Qty
1
09603
PT60 Torch Head
1
1A
5162060
Torch head 'O' Ring
1
2
09605
Handle c/w Switch
1
3
52582
Electrode
-
Back Striking
5
4
60028
Gas Distributor
1
5
51312P.09
Contact Cutting Tip (0.9) 30
-
40A Back Striking
10
6
51313P.10
Flat Cutting Tip (1.0) 40
-
50A Back Striking
10
7
51318.06
Contact Cutting Tip (0.65) 10
-
20A Back Striking
10
7
51318.08
Contact Cutting Tip (0.8) 20
-
30A Back Striking
10
7
51318.09
Contact Cutting Tip (0.9) 30
-
40A Back Striking
10
8
52583
Extended Electrode Back Striking
10
10
51314.09
Extended Tip Contact (0.9) 30
-
40A Back Striking
10
11
51318L.06
Extended Tip Contact (0.65) 10
-
20A Back Striking
10
11
51318L.08
Extended Tip Contact (0.8) 20
-
30A Back Striking
10
12
51318C.09
Shielded Cutting Tip (0.9) 30
-
40A Back Striking
10
12
51318C.10
Shielded Cutting Tip (1.0) 40
-
50A Back Striking
10
14
60389
Retaining Cap
1
14
60389S
Retaining Cap (long life)
1
16
60389C
Shield Cup Body
1
18
60432
Double Pointed Spacer (for items 6 & 7 only)
1
19
60485
Shield Cap, Hand
1
21
60368
Wrench for Electrode
1
Jasic Cut 45 Plasma with PT60 6m Hand Torch
Wilkinson Star Technical





















































