
























WINTER TIMBERMAX 4 – 23 ECO
23
8.6.2
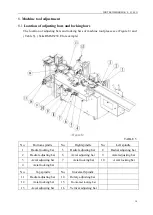
Radial and axial adjustments of bottom spindle
①
Radial adjustment of 1st bottom spindle
The radial adjustment of 1st bottom spindle, namely adjust the position of edge and working
table. Please see
(
Figure14
)
a. Put cutter adjusting ruler 6 on the working table 7.
b. Loosen radial locking bar 8.
c. Rotate radial adjusting bar 4, adjust the up/down position of spindle, check the
edges of cutter block. The correct position adjusted is when the edge 4 touches
the cutter adjusting ruler 6.
d. Lock the radial locking bar 8.
(
Figure14
)
②
Axial adjustment of 1st bottom spindle
The axial adjustment of 1st bottom spindle, namely adjust the position of grinder and guiding
board of bottom angle. Please see
(
Figure14
)
a. Press cutter adjusting ruler 6 against to the oriented surface of bottom angle guiding board 5.
b. Loosen locking screw 2, rotate screw 1, axial adjust the position of pre-trimming cutter.
c. Adjust at lease one piece of blade of pre-trimming cutter (front blade) touches the cutter
adjusting ruler 6.
d. Lock the locking screw 2.