


















-18-
g9298/g9299/g9300 rotary table
Surface Care
nicks, dings, and scratches on the surface of the
rotary table and base can have an adverse effect
on accuracy and may damage the workpiece or
mill table.
prior to use, dress or "stoning" these surfaces
with a fine sharpening stone. A few strokes of the
stone on the table surface, the machined base
and back, and the mill table will help to ensure
longevity and accuracy. Make sure to thoroughly
wipe these surfaces clean to remove any dust
generated from the process.
preload
A precision spacer is installed under the keeper
on the back of the rotary table to maintain the
proper amount of preload. With use, the spacer
surface that the keeper rubs against may become
worn.
you can test the preload by mounting the rotary
table horizontally on the mill table, positioning the
tip of a test indicator on the surface of the rotary
table, then attempting to lift the table up from the
base. the table is properly preloaded when no
motion is measured. if motion is detected by the
test indicator, perform the procedure below to cor-
rect the amount of preload.
Tools Needed
Qty
hex Wrench 5mm .............................................. 1
Fine sharpening stone ...................................... 1
To correct the amount of preload:
1. turn the rotary table horizontally upside down
on a protected surface.
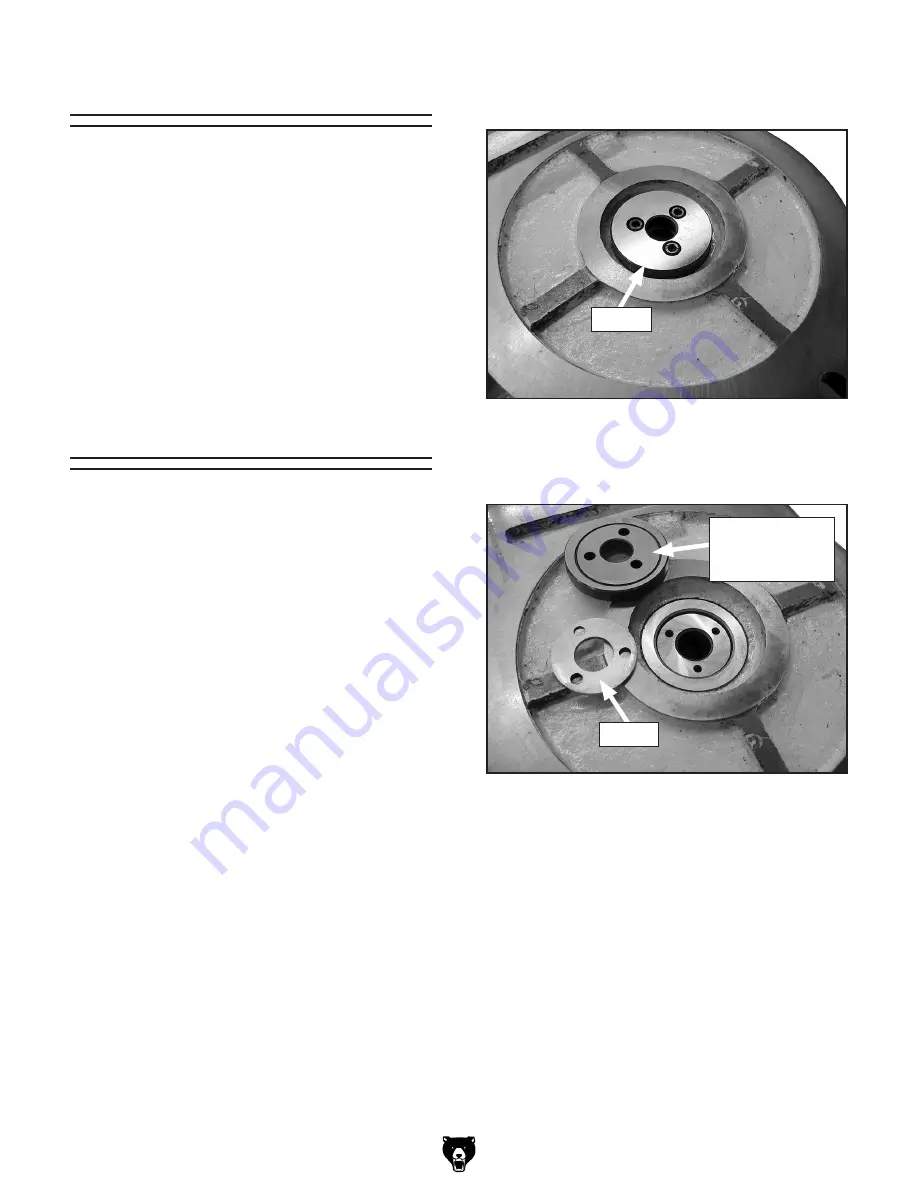
2. remove the three cap screws shown in
figure 21 that secure the keeper.
figure 21. Keeper and cap screws.
Keeper
3. remove the keeper and the spacer (see
figure 22).
figure 22. Keeper and spacer removed from the
rotary table.
spacer
Keeper
(shown upside
down)
4. stone the spacer as instructed in the previ-
ous
Surface Care subsection on this page.
5. thoroughly clean all of the mating surfaces,
then apply a thin coat of light machine oil to
all parts.
6. re-assembly the parts and test the preload
again. if necessary, repeat this procedure
until you have attained the proper amount of
preload.







































































