








6
Rev. 5/15
GB50 S/N: 1476 AND ABOVE
PLEASE CONTACT GAGE BILT FOR ALL OTHER SERIAL NUMBERS.
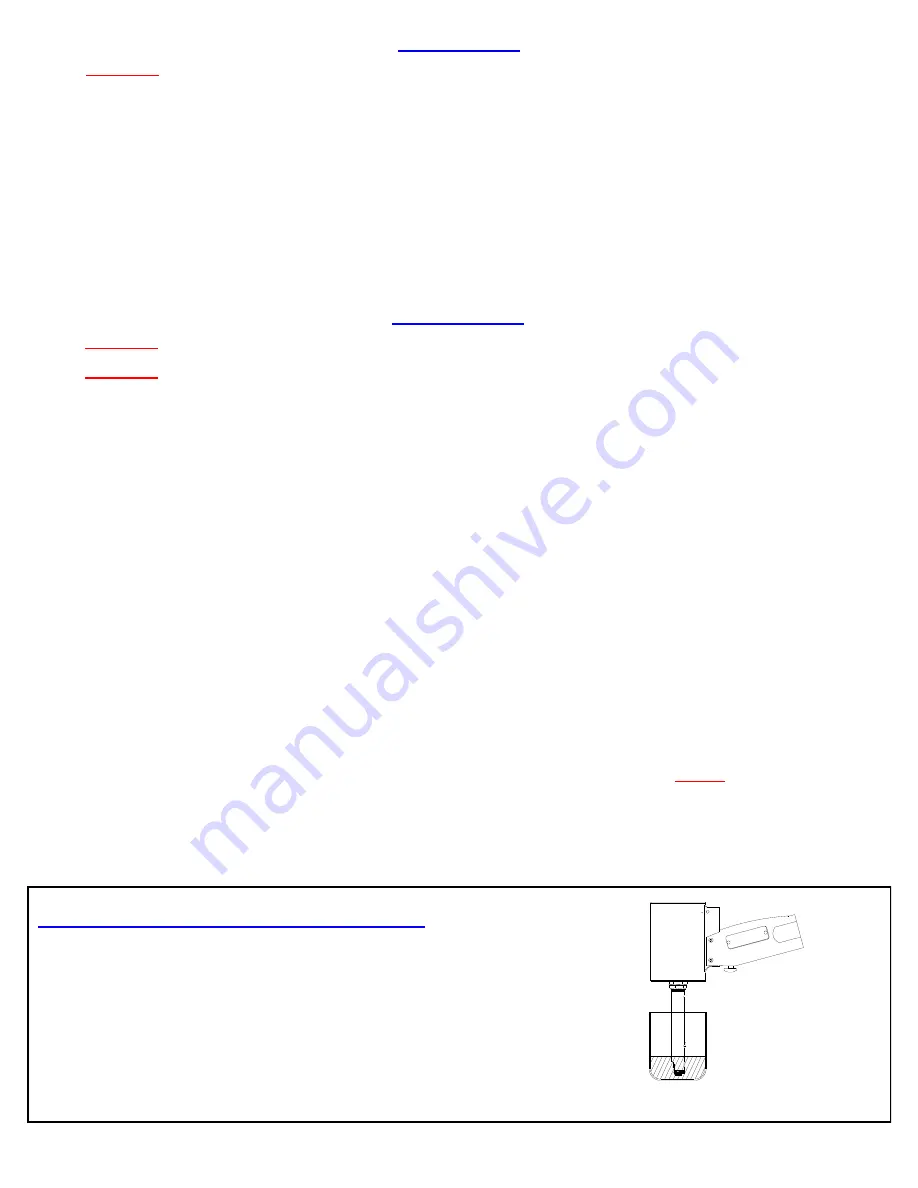
CLEANING AND LUBRICATING PROCEDURE
Daily cleaning and lubrication of nose assembly will greatly reduce downtime
and increase life of components. Using sewing machine oil, or an equivalent
cleaner/lubricant, follow instructions below.
1. Disconnect tool vacuum line (if equipped).
2. Point nose assembly into oil as shown (Fig. A).
3. Cycle tool 8-10 times and wipe dry.
Fig A.
DESCRIPTION
WARNING
:
The balance of the tool is designed for horizontal use and is not suited for any other application. Gage Bilt will
be pleased to advise for your specific application.
The GB50 pneumatic riveter is designed specifically for the most efficient installation of a wide range of blind rivets. It will install
aluminum rivets through 5/32" diameter, and through 1/8" diameter rivets in any material. It weighs only 1.8 lbs. (0.82 kg) and can be
operated in any position with one hand.
The GB50 Riveter is 7.31" (185.7mm) high, has a .740” (18.8mm) stroke and generates a minimum of 600 lbs. (2.67kN) of pull at 90
psi (6.2 bar). It operates from 90 psi (6.2 bar)-100 psi (6.9 bar) of air pressure at the tool.
The air inlet is provided with 1/4-18 female pipe threads to accept the users air hose fitting.
NOSE ASSEMBLIES ARE NOT FURNISHED WITH THIS TOOL AND MUST BE PURCHASED SEPARATELY.
MAINTENANCE
WARNING:
Maintenance personnel
MUST
read and understand all warnings and cautions.
WARNING
:
Disconnect tool from its power source before performing maintenance.
The performance of any tool depends upon good maintenance practices. Following these minimal requirements for service and care
will extend the life of your tool.
*Only use a clean dry air supply set at 90-100 p.s.i. (6.2-6.9 bar) Max. equipped with a filter-regulator to prevent wear.
*Proper care by operator is necessary in maintaining full productivity and reducing downtime. Read all applicable tool manuals and
nose assembly data sheets prior to operating tools.
*Keep nose assemblies, especially jaws, clean and free of chips and debris. Lube jaws and collet surfaces that jaws ride on with
light machine oil on a daily basis.
*All Screwed End Caps, Base Covers, Air Fittings, lever, Screws and Nose Assemblies are to be examined at the end of each
working shift to check that they are secure.
*Check tool, all hoses and all couplings daily for damage or air leaks. Tighten or replace (if necessary).
*A complete overhaul can be achieved by the use of Service Kit (500000) which contains a complete set of o'rings, retaining rings,
screws, and pins. It is recommended that this service kit be kept available for spare parts.
Disconnect air hose from tool. The performance of any tool depends on good maintenance practices. This tool could require periodic
replacement of seals and o'rings. The seals requiring most frequent replacement are the o'rings (400858) and the o'ring (400807). The
cushion (510114) will eventually require replacement with use. Keep the exhaust port, in the back, clear of debris at all times. Disas-
sembly of the head portion of the tool is accomplished as follows: Using a Truarc® plier, remove retaining ring (S15) which al-
lows removal of back cap (510118) and cushion (510114). Double nut front end of drawbolt (510217) using 1/4-28 nut, then re-
move connector bolt (500120) permitting removal of retaining ring (S15) and rear piston (510101). Remove front retaining ring (S15)
and withdraw front seal (510119). Remove the front piston (510101), permitting removal of the sleeve (510104). The triple piston
chambers are separated by dividers (510102) which may be removed by removing the rings (S15).
Caution:
When replacing the di-
viders (510102), care should be taken to replace the retaining rings (S15) so they do not block the air ports at the bottom of the
head cylinder ass’y (541119) where the handle (510322) attaches.
Image may not
reflect actual tool







































































