



















FIREPOWER 160S
SAFETY INSTRUCTIONS
Safety Instructions
1-2
Manual 0-5369
WARNING
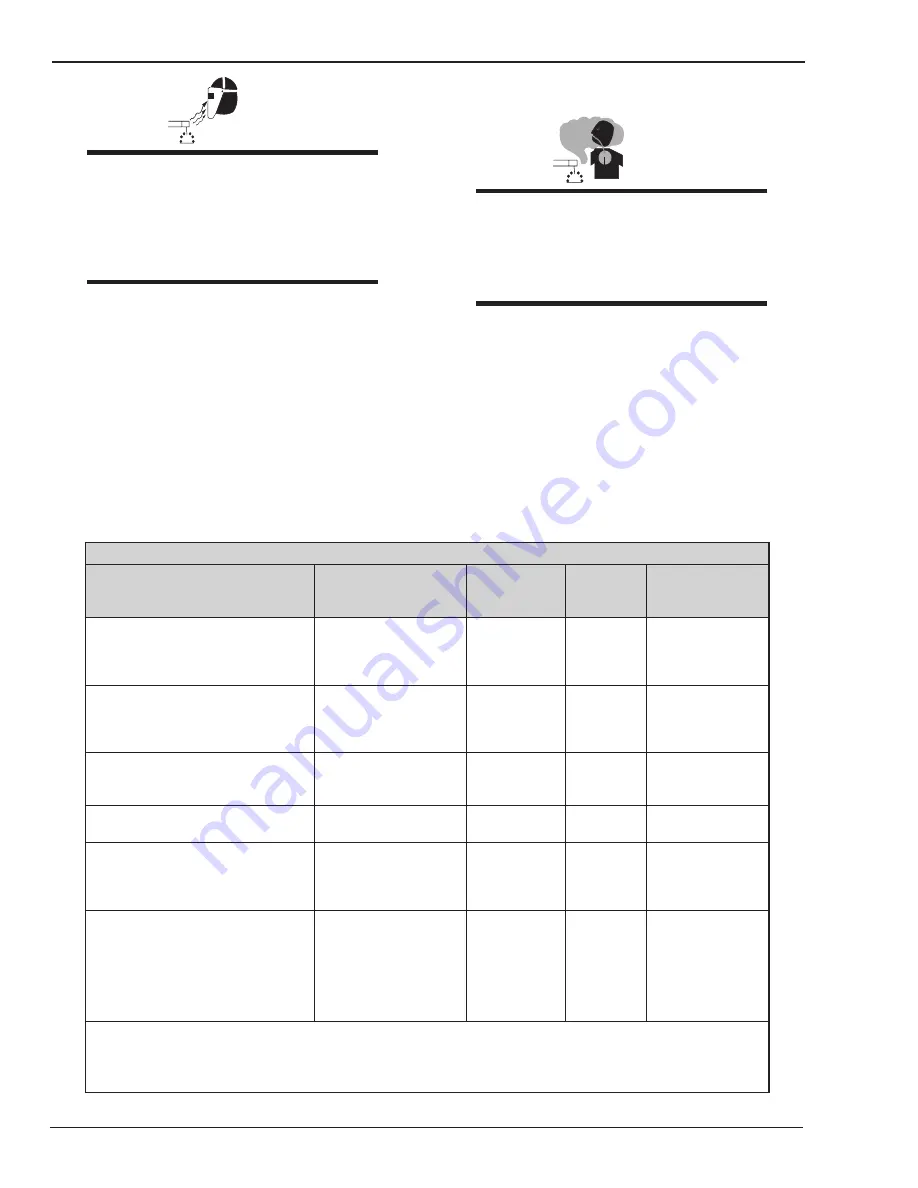
ARC RAYS can burn eyes and skin; NOISE can
damage hearing. Arc rays from the welding
process produce intense heat and strong
ultraviolet rays that can burn eyes and skin.
Noise from some processes can damage
hearing.
1. Wear a welding helmet fitted with a proper shade of
filter (see ANSI Z49.1 listed in Safety Standards) to
protect your face and eyes when welding or watching.
2. Wear approved safety glasses. Side shields
recommended.
3. Use protective screens or barriers to protect others
from flash and glare; warn others not to watch the arc.
4. Wear protective clothing made from durable,
flame-resistant material (wool and leather) and foot
protection.
5. Use approved ear plugs or ear muffs if noise level is
high.
WARNING
FUMES AND GASES can be hazardous to your
health.
Welding produces fumes and gases. Breathing
these fumes and gases can be hazardous to
your health.
1. Keep your head out of the fumes. Do not breathe the
fumes.
2. If inside, ventilate the area and/or use exhaust at the
arc to remove welding fumes and gases.
3. If ventilation is poor, use an approved air-supplied
respirator.
4. Read the Material Safety Data Sheets (MSDSs) and the
manufacturer’s instruction for metals, consumables,
coatings, and cleaners.
AWS F2.2:2001 (R2010), Adapted with permission of the American Welding Society (AWS), Miami, Florida
Guide for Shade Numbers
Process
Electrode Size in. (mm)
Arc Current
(Amperes)
Minimum
Protective
Shade
Suggested* Shade
No. (Comfort)
Shielded Metal Arc Welding (SMAW)
Less than 3/32 (2.4)
3/32-5/32 (2.4-4.0)
5/32-1/4 (4.0-6.4)
More than 1/4 (6.4)
Less than 60
60-160
160-250
250-550
7
8
10
11
-
10
12
14
Gas Metal Arc Welding (GMAW) and
Flux Cored Arc Welding (FCAW)
Less than 60
60-160
160-250
250-550
7
10
10
10
-
11
12
14
Gas Tungsten arc Welding (GTAW)
Less than 50
50-150
150-500
8
8
10
10
12
14
Air Carbon Arc Cutting (CAC-A)
(Light)
(Heavy)
Less than 500
500-1000
10
11
12
14
Plasma Arc Welding (PAW)
Less than 20
20-100
100-400
400-800
6
8
10
11
6 to 8
10
12
14
Plasma Arc Cutting (PAC)
Less than 20
20-40
40-60
60-80
80-300
300-400
400-800
4
5
6
8
8
9
10
4
5
6
8
9
12
14
* As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade which gives sufficient
view of the weld zone without going below the minimum. In oxyfuel gas welding, cutting, or brazing where the torch and/or
the flux produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line of the visible
light spectrum.
Table 1-1: Guide for Shade Numbers







































































