



























17
GB
KJ 45
KJ 45
Revision - 04
Date 10-2008
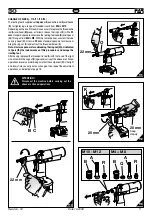
CHANGE OF SIZE
(fi g.
f10-f11-f12-f13
)
The riveting tool is supplied with
6 pairs
of threaded tie rods (
A
) and heads
(
B
), for tightening a range of threaded inserts from
M4
to
M12
.
Depending on the insert thread, it is necessary to replace the threaded tie
rod (
A
) and head (
B
) group, as follows: loosen the ring nut (
C
) with a
22
mm
. standard spanner and remove the riveting tool head (
B
), and spacer
(
Q
) if it ranges from
M4
to
M8
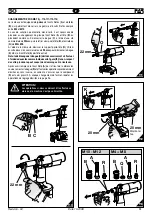
. With the same spanner, unscrew the tube
carrying head (
O
). Use two
20 mm
. standard spanners for disassem
bling the ring nut (
K
) and extract the threaded tie rod (
A
).
Note: Use two spanners for unblocking the ring nut (K) as indicated
in fi gure (f9); the inobservance of this procedure can damage the
riveting tool.
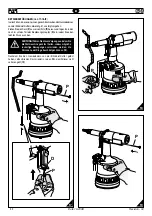
After having replaced the threaded tie rod (
A
) with that one of the right
size, assemble the ring nut (
K
) again and carry out the above-mentioned
operations in reverse order, being sure that the component (
R
) is the right
one. Every time you carry out any change of size, repeat the adjustment
operations as indicated at page 18.
ATTENTION!
Disconnect the machine before carrying out the
above-mentioned operations.
M10 - M12
M4 ÷ M8
A
R
K
20 mm
B
22 mm
B C
f10
22 mm
O
f13
20 mm
Keep
steady
A
R
B
Q
f12
f11
Summary of Contents for KJ45
Page 79: ......







































































