


























Conversational cycles (T)
134
Profile editor
Interface description
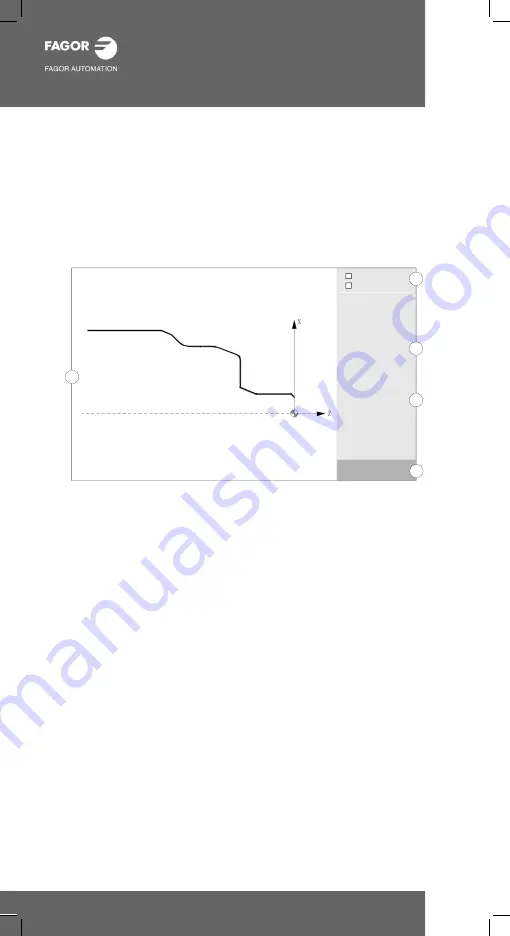
The profile editor is used to edit quickly and easily simple rectangular,
circular profiles and any type of profile consisting of straight and curved
sections. As the profile data is entered, the editor shows a graphic
representation of the profile.
A. Graphic area. Graphic representation of the profile being drawn,
axes coordinated with autoscale and name of the axes that make
up the plane. The name of the axis indicates the positive direction
of the axis.
B. Status of the autozoom and part zero options, regarding the display
of the profile at the editor.
C. Data entry area.
D. Translation (conversion) of the selected profile or part of it into ISO
code.
E. Area used to enter the values of the corners or the ISO coded text
to be added to the element.
-40
-30
-20
-10
10
20
30
40
50
Y
-50
X
-40
-30
-20
-10
10
20
30
40
Autozoom
Part zero
Cntr-clock. arc
X1
-10.0000
Y1
-20.0000
X2
-20.0000
Y2
-10.0000
Xc
-20.0000
Yc
-20.0000
Radius
10.0000
Tangency
No
ISO
G03 G08 G90 X-20 Y-10 I-20
J-20
B
C
E
D
A
Summary of Contents for CNC 8060
Page 1: ...CNC 8060 65 User quick reference Ref 1906...
Page 44: ...Work modes 44...
Page 64: ...ISO language 64...
Page 102: ...ISO canned cycles T 102...
Page 128: ...Conversational cycles M 128...
Page 136: ...Conversational cycles T 136...
Page 150: ...Measuring and calibration cycles T 150...
Page 169: ......





















































