























Routine
Maintenance
- 35 -
Using skills
Change
Fuse
Open fuse tray
Change
new
fuse
1
.
Frequent
cleaning
stains
on
the
rail
.
2
.
Lubricate
the
four guide rail.
3
.
Frequent cleaning feeder gear.
Notice: Don’t add too much lubricating
oil.
Print Setting
Of
Different Filament
*
The
data
is
only
for
reference, different environmental data will be different.F160 and F430 can print PEEK.
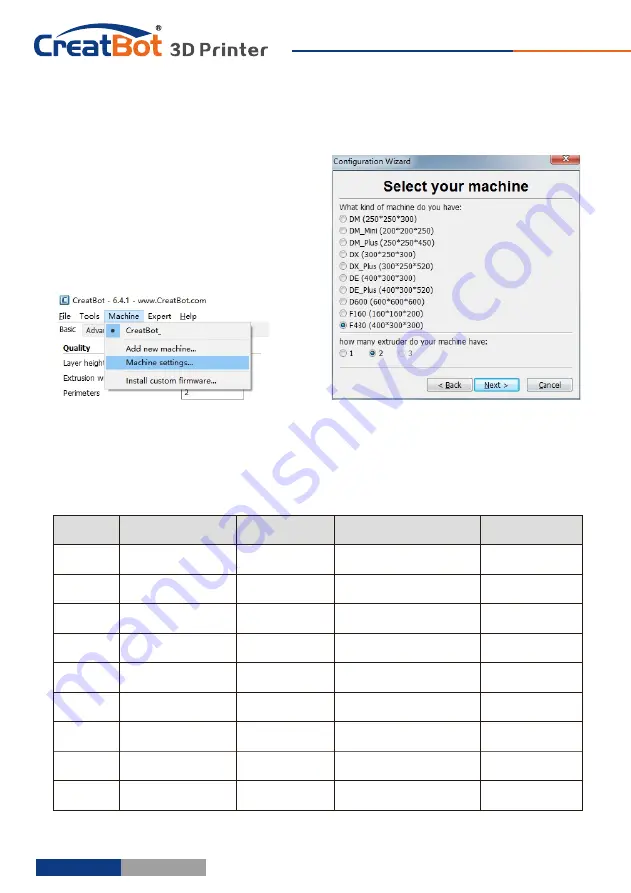
Add
Multi
Type
Printer
You
can
add
more
than
one
type
of
CreatBot
to
the
software, and easily
switch between them without re-config
all the different machine settings.
- 34 -
F430
Nozzle temperature
Hot bed
Plantform adhesion type
Fully enclose or
not
PLA
190~210
℃
N
one
/45℃
None/Raft
Can
open
ABS
240~250
℃
90 ℃
B
rim
/R
aft
Enclosed
Nylon
240~270
℃
100
℃
B
rim
/
R
aft
Enclosed
HIPS
230~260
℃
100
℃
N
one
/
Brim
Enclosed
PETG
230~260
℃
100
℃
N
one
/
B
rim
Enclosed
Flexible
210~230
℃
N
one/45
℃
N
one
Can
open
Wood
190~220
℃
N
one
/
45
℃
N
one
Can
open
PC
230
~
260
℃
100
℃
B
rim
Enclosed
PEEK
380~430
℃
Bed
120 ℃ /
Air 70
℃
Raft
Enclosed
Software
Operation
Using skills