

























11
Parts & Service: 020 8988 7400 / E-mail: [email protected] or [email protected]
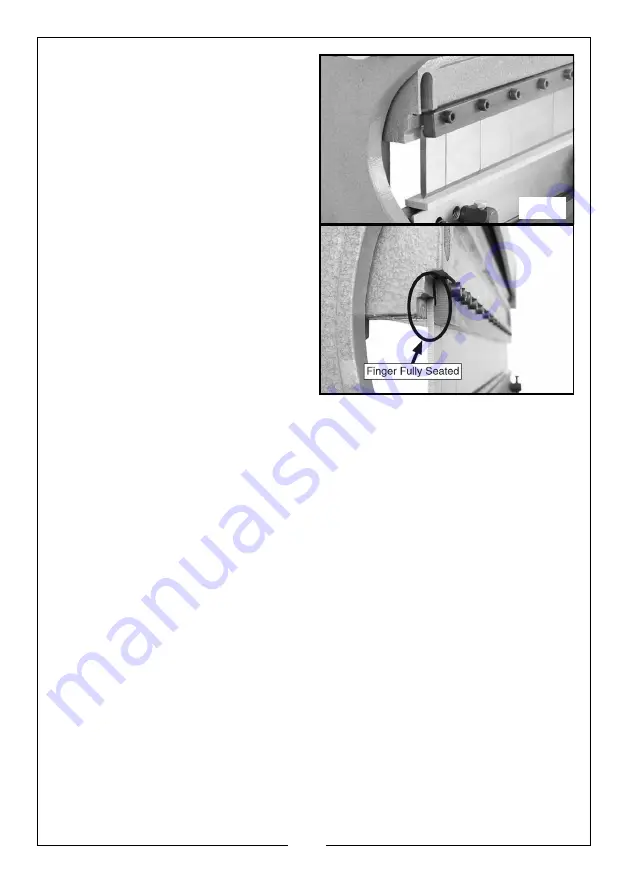
7. Place a thin piece of wood on the
finger receiver, as shown in Figure
13, then reinstall the fingers so that
they rest on the wood. Make sure
the tops of the fingers are
between the gib and the casting.
NOTE:
Install the widest finger to the
right, then repeat with each
smaller finger.
8. Make sure the fingers are slightly
loose between the gib and the
casting, then use the hand crank
to raise the receiver to fully seat
the fingers up against the casting
behind the gib, as shown in Figure
14.
9. Re-tighten all of the gib cap
screws.
Fig. 13
Fig. 14
Summary of Contents for 6560000
Page 36: ......







































































