























1 689 989 475 | 2020-05-01
Robert Bosch GmbH
1
2
2
1
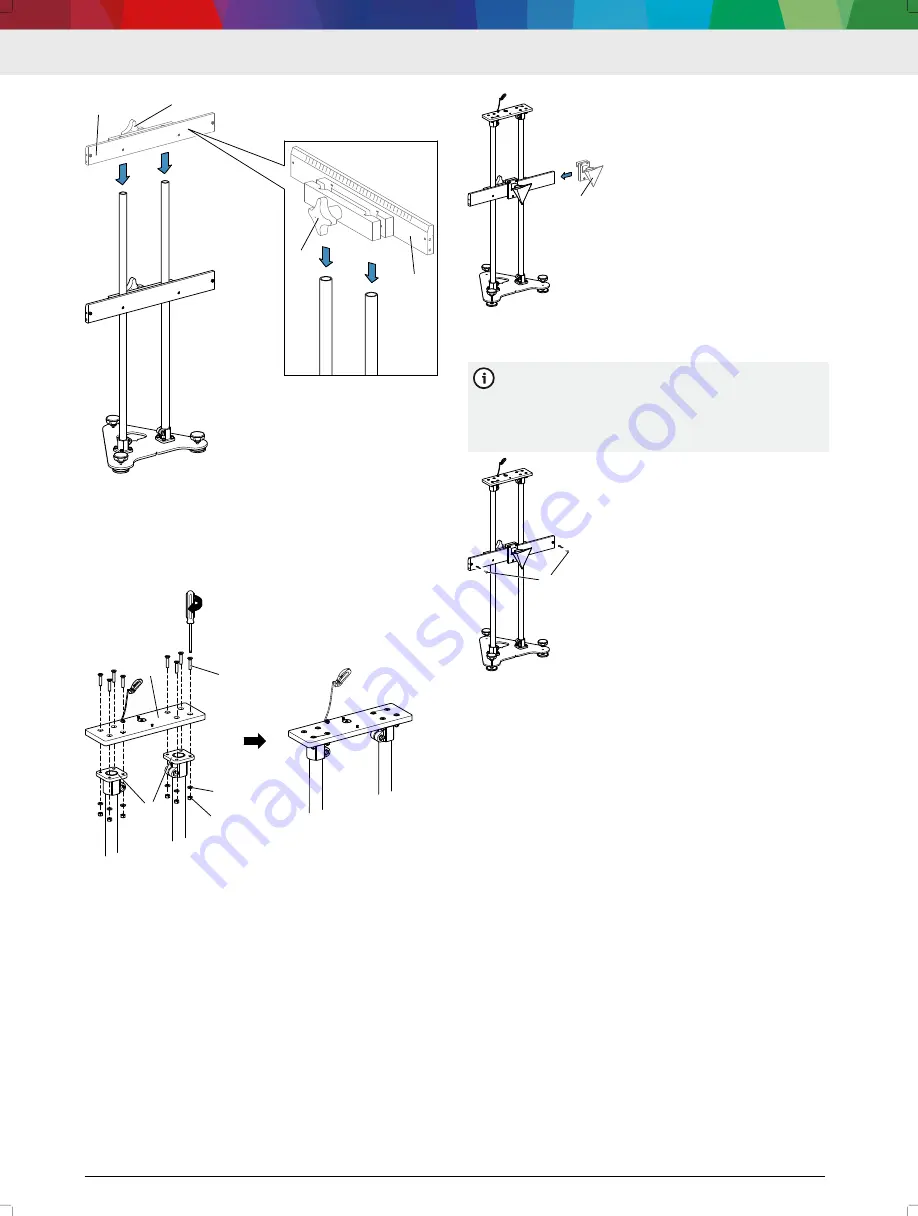
(1) Parçaları önceden birleştirilmiş sıkıştırmalı tutucu
(2) Parmak vida
5. Çizgi lazer tutucusunu
(1)
, delikleri ile kılavuz boru‐
lardaki boru bağlantı parçalarının üzerine konumlan‐
dırın.
1
22
3
4
5
4 Nm
(1) Çizgi lazer tutucusu
(2) Kılavuz borulardaki boru bağlantı parçaları
(3) Gömme başlı cıvata
(4) Rondela
(5) Altı köşeli somun
6. Çizgi lazer tutucusunu gömme başlı cıvatalar
(3)
,
rondelalar
(4)
ve altı köşeli somunlar
(5)
ile 4 Nm
sıkma torku ile boru bağlantı parçalarına tespitleyin.
7. Prizmatik yansıtıcıyı
(1)
sıkıştırmalı tutucunun üzeri‐
ne geçirin.
4712008-04_shd
1
(1) Prizmatik yansıtıcı
8. Plastik cıvataları
(1)
sıkıştırmalı tutucuya tespitleyin.
Plastik cıvatalar, prizmalı yansıtıcının sıkıştırmalı
tutucudan yanlışlıkla çıkmasını önleyen dayanak
işlevine sahiptir. Teslimat kapsamına 3 adet plas‐
tik cıvata dahildir. Üçüncü plastik cıvata yedek
olarak verilmiştir.
4712008-05_shd
11
(1) Plastik cıvatalar
---Separator---
3.2
Eğim ölçümünün hassaslığının kontrol
edilmesi (her kalibrasyon öncesi)
Her ön radar kalibrasyonu işleminden önce eğim ölçü‐
münün hassaslığını kontrol edin. Bu kontrol testen ve‐
ya birden fazla noktadan ölçme şeklinde yapılır. Bunun
için ölçme cihazını bir tezgahın üzerine koyun ve eğimi
ölçün. Ölçme cihazını 180° döndürün ve eğimi yeniden
ölçün. Gösterilen değerin farklı
maks. 0,3°
olabilir. Da‐
ha büyük sapmalarda ölçme cihazını yeniden kalibre
etmelisiniz. Bunun için ayarlar altında CAL seçeneğini
seçin.
Ekranda gösterilen talimatlara uyun.
Aşırı sıcak‐
lık değişiminden ve darbelerden sonra, ölçme cihazı‐
nın hassaslığının kontrol edilmesini ve gerektiğinde ka‐
libre edilmesini öneriyoruz. Sıcaklık değişiminden son‐
ra ölçme cihazı, kalibrasyon işlemi uygulanmadan önce
belirli bir süre boyunca ortam sıcaklığına gelmesi için
bekletilmelidir.
---
SCT 815 | 263 | tr
Summary of Contents for SCT 815
Page 271: ......