





























I – 2 Milling Specific Oper
ations
Incline Milling
Entry Form:
U
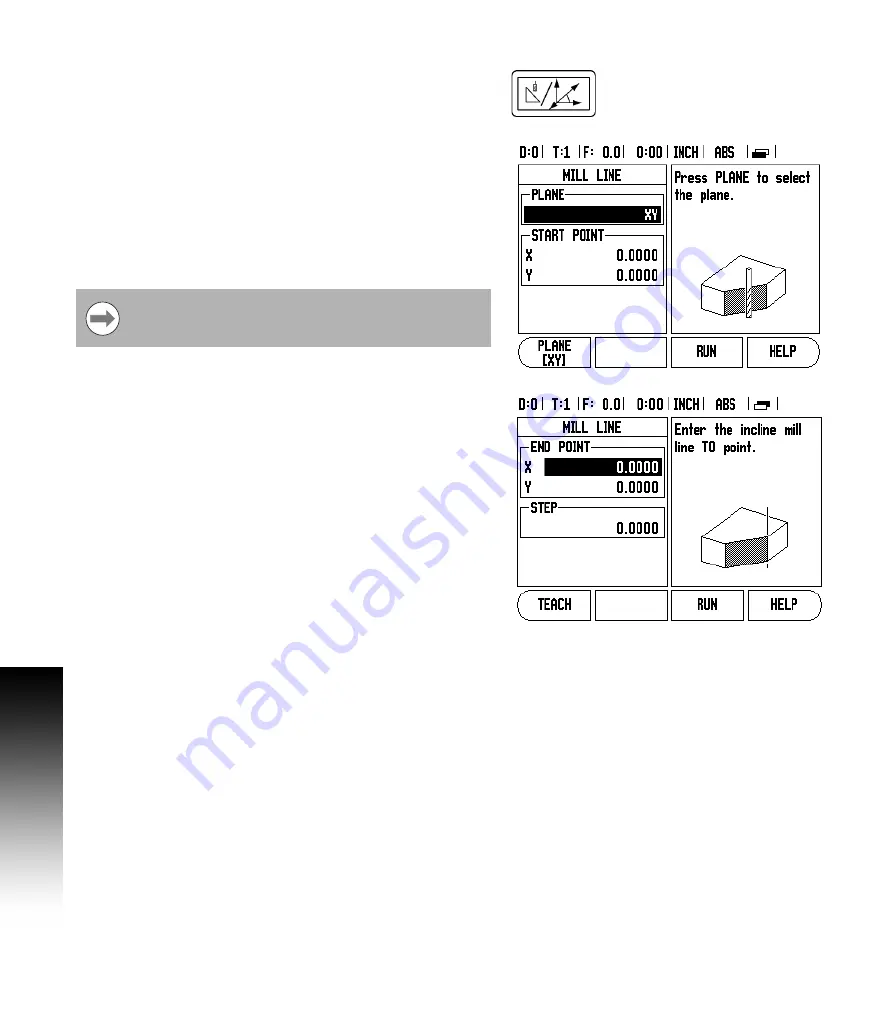
The Incline Milling form is used to specify the flat surface to be
milled. Press the INCLINE MILLING hard key to open the form
U
Plane - Select the plane by pressing the PLANE soft key. The current
selection is shown on the soft key, and in the plane field. The
graphic in the message box aids in selecting the correct plane.
U
Start Point: Enter the coordinates of the start point, or press teach
to set the coordinate to the current position.
U
End Point: Enter the coordinates of the end point, or press teach to
set the coordinate to current position.
U
Step: Enter the step size. When milling, this is the distance between
each pass, or each step along the line.
U
Press ENTER, or RUN to execute the surface milling operation.
U
Press C to exit the form without executing. Settings are retained
until power is turned off.
Executing the Incline Milling feature
U
Execute the milling operation by opening the entry form, and
pressing the RUN soft key, or enter key. The screen switches to the
incremental DRO view.
U
Initially, the DRO shows the current incremental moving distance
from the start point. Move to the start point, and make a plunge cut,
or the first pass across the surface.
U
Press the NEXT PASS soft key to continue with the next step along
the contour. After pressing next pass, the incremental display
shows the distance from the next step along the line’s contour.
U
If no step size was specified, the incremental display always shows
the distance from the closest point on the line. To follow the
contour, move the two axes in small steps, keeping the (X, Y)
positions as close to 0 as possible.
The Step size is optional. If the value is zero, the operator
decides at run-time how far to move between each step.
Summary of Contents for VUE
Page 2: ......
Page 6: ...vi Readout Parameter Access Code ...
Page 8: ...viii VUE Fonts ...
Page 10: ...x ...
Page 14: ...xiv ...
Page 54: ...40 II 3 Dimensions ...
Page 57: ......





















































