





























ENGINE
3TNV88F Service Manual
6-25
Cylinder Head
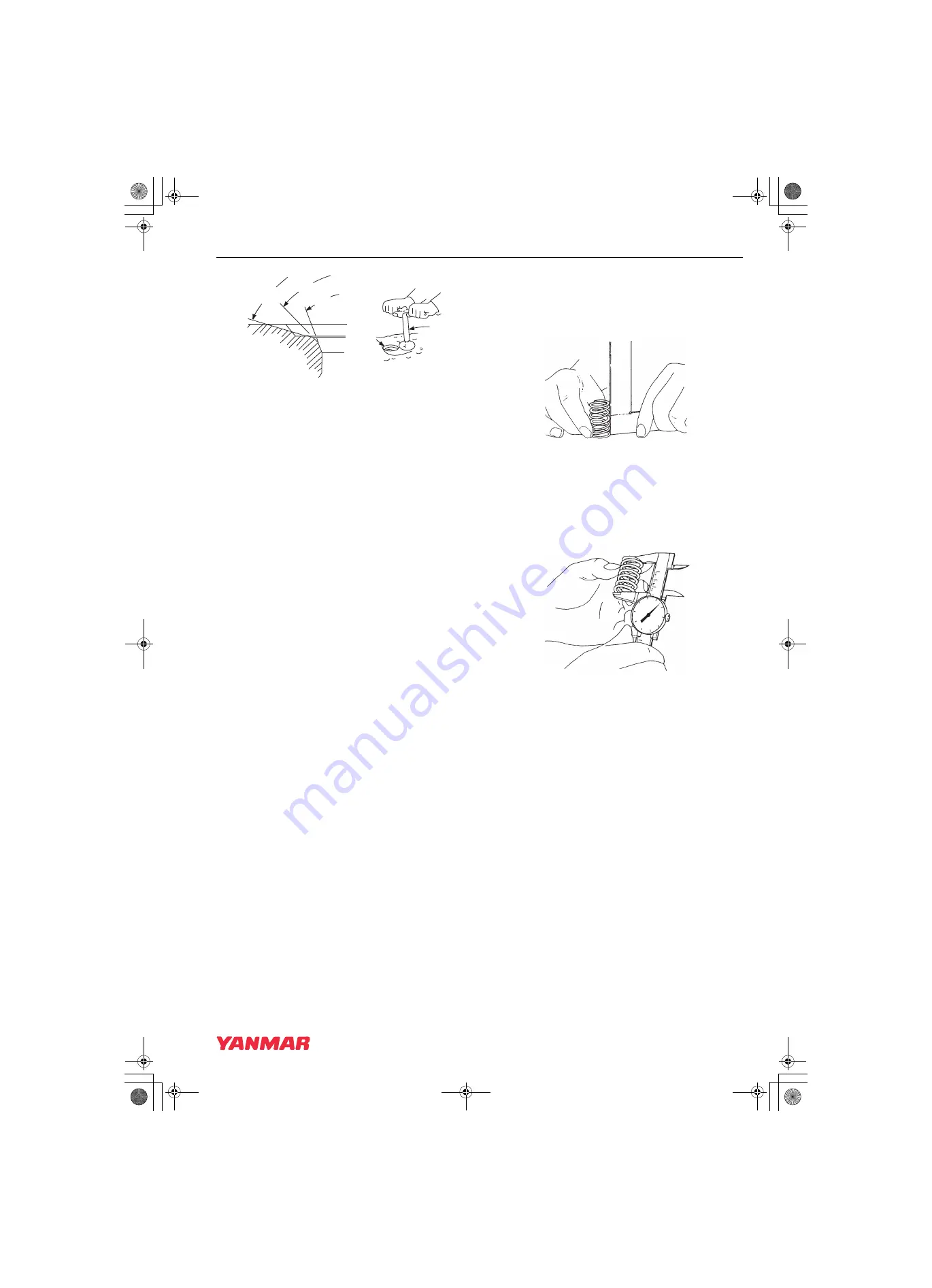
Figure 6-24
The valve seat diameter can be adjusted by top-
grinding with a 150° stone to make the seat
diameter smaller, and bottom-grinding using a 40°
stone to make the seat diameter larger. Once the
seat location has been corrected, grind and lap the
seat angle
(Figure 6-24, (1))
to specification.
Cylinder Head on page 6-4 for specifications
.
Grind the valve face and/or valve seat only enough
to return them to serviceable condition. Grinding is
needed if the valve and the valve seat do not
contact correctly. Check the recession after
grinding.
If the valve or seat require grinding, lap the valve
after grinding. Lap the valve face to the valve seat
using a mixture of valve lapping compound and
engine oil.
Be sure to thoroughly wash all parts to remove all
grinding powder or compound.
■
Inspection of valve springs
Inspect the valve springs. If damage or corrosion is
seen, or if measurements exceed the specified
limits, replace the springs.
Fractures
Check for fractures on the inside and outside
portions of the springs. If the valve spring is
fractured, replace the valve spring.
Corrosion
Check for corrosion of the spring material caused
by oxidation.
Squareness
Use a flat surface and a square to check each
spring for squareness
Spring on page 6-5 for the service limit.
Figure 6-25
Free length
Use a caliper to measure the length of the spring
See Valve Spring on page 6-5 for
the service limit.
Figure 6-26
K0001862
1
40°
150°
2
3
K0000201
0
1
2
3
4
5
6
7
9
8
K0000200
3TNV88F_SVM_A4.book 25 ページ 2012年7月26日 木曜日 午後6時4分