
























Maintenance
3326
−
2/A2
Winterthur Gas & Diesel Ltd.
Crosshead
Crosshead Pin
−
Removal and Installation
Tools:
3 Manual ratchet (WLL 800 kg) (H4, H5)
94016
2 Supporting devices
94322
2 Manual ratchets (WLL 500 kg) (H2, H3)
94016F
1 Lifting plate
94324
2 Spur-geared chain block (WLL 1000 kg) (H1, H5) 94017C
1 Supporting device
94332
1 Lifting tool
94333
2 Lifting tools
94337
2 Eye bolts (EB1)
94045
−
M16 1 Shackle (WLL 8500 kg)
94572G
2 Eye bolts (EB2)
94045-M24
2 Shackles (WLL 1000 kg)
94572H
1 Deviation pipe
94117B
1 Shackles (WLL 2000 kg)
94572I
1 Platform element
94143
1 Platform element
94144
1.
Preparation
General
Guidelines for Lifting Tools.
2) Remove the piston, refer to
3) Make sure that the crank of the related
cylinder is at BDC.
4) Keep the turning gear engaged to
prevent an accidental engine start.
5) Install the platform elements(94143 and
.
6) Disconnect the toggle lever (1) from the
crosshead pin (6). Hold the toggle lever
in the position shown with a rope.
7) Remove the round nuts (7) from the
elastic studs on the connecting rod, refer
8) Remove the top bearing cover, refer to
.
9) Put protection on the oil inlets of the
crosshead pin to prevent damage and
contamination.
10) Attach the shackle (94572I) to the
shackle on the plate (94324).
11) Attach the eye bolts (EB1) to the cylinder
block.
12) Attach the eye bolts (EB2) to the guide
shoes (3,4).
13) Remove the compression shim.
14) Attach the plate (94324) to the
crosshead (6) with the four nuts (7).
15) Attach the manual ratchet (H1) to the
plate (94324).
16) Attach the engine room crane to the
manual ratchet (H1).
2017
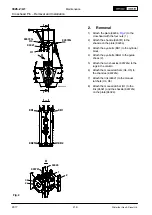
Fig. 1
94144
94143
1
I
I
WCH00617
EB2
EB2
7
5
4
3
6
94572I
I - I
94324
EB1
EB1
Engine
Room
Crane
H1
Содержание X35-B
Страница 12: ...Intentionally blank ...
Страница 14: ...Intentionally blank ...
Страница 16: ...Intentionally blank ...
Страница 34: ...Intentionally blank ...
Страница 58: ...Intentionally blank ...
Страница 60: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 2 6 WCH03791 2017 ...
Страница 61: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 3 6 WCH03791 2017 ...
Страница 62: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 4 6 WCH03791 2017 ...
Страница 63: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 5 6 WCH03791 2017 ...
Страница 64: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 6 6 WCH03791 2017 ...
Страница 68: ...Intentionally blank ...
Страница 72: ...Intentionally blank ...
Страница 82: ...Intentionally blank ...
Страница 85: ...Intentionally blank ...
Страница 92: ...Intentionally blank ...
Страница 96: ...Intentionally blank ...
Страница 112: ...Intentionally blank ...
Страница 120: ...Intentionally blank ...
Страница 124: ...Intentionally blank ...
Страница 138: ...Intentionally blank ...
Страница 154: ...Intentionally blank ...
Страница 168: ...Intentionally blank ...
Страница 180: ...Intentionally blank ...
Страница 182: ...Maintenance 2728 1 A1 Winterthur Gas Diesel Ltd 2 5 6 Lift housing from the valve spindle 4 ...
Страница 186: ...Intentionally blank ...
Страница 190: ......
Страница 204: ...Intentionally blank ...
Страница 211: ...Intentionally blank ...
Страница 216: ...Intentionally blank ...
Страница 224: ...Intentionally blank ...
Страница 228: ......
Страница 229: ...Intentionally blank ...
Страница 264: ...Intentionally blank ...
Страница 270: ...Intentionally blank ...
Страница 280: ...Intentionally blank ...
Страница 294: ...Intentionally blank ...
Страница 298: ...Intentionally blank ...
Страница 302: ...Intentionally blank ...
Страница 318: ...Intentionally blank ...
Страница 328: ...Intentionally blank ...
Страница 344: ...Intentionally blank ...
Страница 368: ...Intentionally blank ...
Страница 374: ...Intentionally blank ...
Страница 380: ...Intentionally blank ...
Страница 396: ...Intentionally blank ...
Страница 407: ...Intentionally blank ...
Страница 426: ...Intentionally blank ...
Страница 442: ...Intentionally blank ...
Страница 444: ...Intentionally blank ...
Страница 546: ...Woodward L Orange GmbH Porschestraße 8 D 70435 Stuttgart Tel 49 711 82609 0 Fax 49 711 82609 61 www lorange com ...