

























33
• Напряжение источника питания должно соответствовать значению, указанному на заводской
табличке. Удлинительные кабели должны иметь площадь поперечного сечения не менее 3 х 1,5 мм
2
с
допустимым током нагрузки не менее 10 А. Убедиться, что внешние края соединены должным образом,
проверить, что включатель питания находится в выключенном положении, затем установить с помощью
потенциометра температуру и скорость в положение «0», опустить ручку рычага вниз, чтобы освободить
прижимной ролик, а затем вставить вилку в розетку.
• Включить питание и выбрать определенную температуру и скорость, затем взять несколько узких
полотен материала для пробной сварки. Выбор температуры для одного и того же материала может
быть разным в зависимости от температуры окружающей среды и толщины данного материала. Для
настройки наилучшего сварочного эффекта установить скорость в 2 м/мин и постепенно увеличивать
температуру (приблизительно 250 – 350°C).
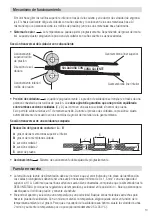
Принцип работы
Ввод в действие
НАГРЕВАТЕЛЬНЫЙ КЛИН
Направление
сварки
Верхний слой геомембраны
Нижний слой геомембраны
Нижний приводной/
прижимной ролик
Верхний
приводной/
прижимной
ролик
•
Система нагрева
Плавная регулировка температуры. При необходимости положение
нагревательного клина может плавно регулироваться в соответствии с толщиной материала.
С помощью редуктора и цепи двигатель приводит в движение верхний и нижний прижимные ролики.
Посредством рамных лафетов происходит движение нагревательного клина, вставляющегося между
сварочными материалами, в то время как рычаг давит на прижимные ролики и зацепляет готовое
полотно материала.
•
Плавная регулировка
прижимного усилия. Прижимное усилие передается на прижимные ролики
с помощью рычага переключения.
Подвижная головка обеспечивает равномерное по ширине
давление на шов в
сварных сечениях С и D без испытательного канала,
что позволяет с легкостью формировать Т-образные угловые соединения. В процессе сварки давление
на шов регулируется в зависимости от изменения толщины геомембраны.
Вид в разрезе системы нагревательного клина
Уменьшение толщины шва = A – B
A:
Толщина верхней и нижней мембран
B:
Толщина сварного шва
C:
Сварное сечение 1
D:
Сварное сечение 2
E:
Испытательный канал
C
D
A
E
B
B
Вид в разрезе сварного соединения
•
Привод
Плавно регулируемая система двойного привода.







































































