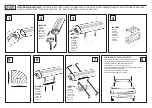
3
** parameter available only for repetitive welding mode
Sb
=
1
SP
Sp2
Sp3
toF
ton
tp
ni
te
td
Sb
70
50
10
20
120
052
4
10
50
1
output power value for the first spark(impulse)
0
-
100
(% of full power
)
output power value for the second spark(impulse)
0
-
100
(% of full power
)
output power value for sparks 3-99
0
-
100
(% of full power
)
pressing time before actual welding
0
.
0
-
25
.
0
(seconds
)
weld time for each spark
0
.
00
-
2
.
50
(seconds
)
pause between sparks
0
.
00
-
2
.
50
(seconds
)
number of sparks for
multi-spark welding
0
-
99
cooling time after weld
0
.
0
-
25
.
0
(seconds
)
delay between two welds in
repetitive welding
(
Sb
=
1
)
0
.
0
-
25
.
0
(seconds
)
welding mode according to the digital input
0
-
3
Working
state
*
*
*
*
*
**
*
parameter not available in continuous welding mode
Sb
=
3
When the digital input is ON, the display will show the currently transmitted
output power units. The welding LED (RUN) will blink during the pressing and cooling
phase. Both
(
K1
)
and
(RUN)
LEDs will be illuminated during the actual welding.
When there is a pause in
repetitive welding mode
(
SB
=
1
)
, the display will read the
remaining time before the start of the next welding (Fig.2).
Powering up the controller with the digital input ON will invoke
collision
and
the display will show
--o
as a notification for the user to switch off the input. Collision
will occur also, if the input is re-enabled during the cooling phase of the previous
welding
.