





























POWER PANEL
plus
M
N° ME07.99077
70
B. Vuille
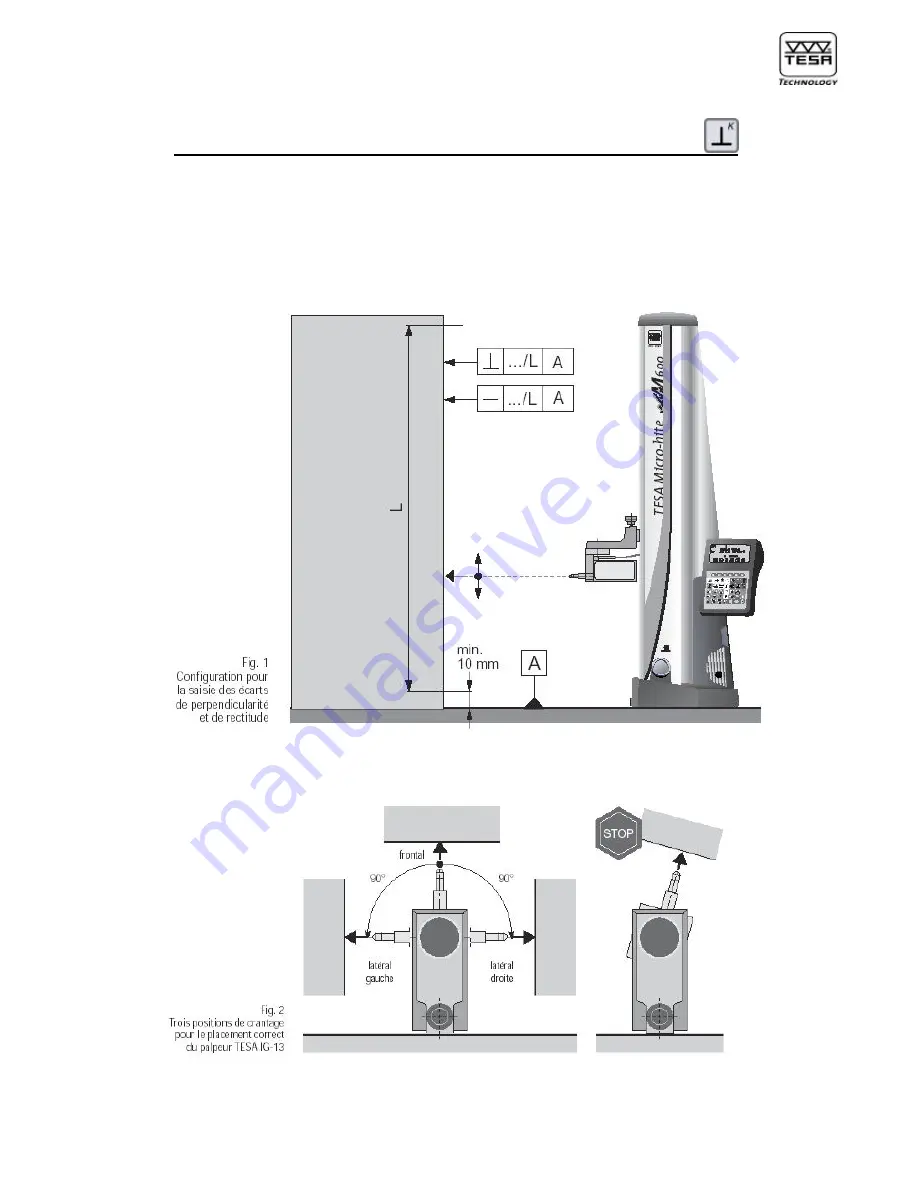
11) Measuring perpendicularity and straightness deviations
Your POWER PANEL
plus
M allows you to establish perpendicularity and straightness
deviations using the TESA IG-13 digital probe or an RS type measuring instrument.
Form and position errors are captured according to ISO 1101. For more information on
the way to proceed when measuring, read chapter 4.17 in the instruction manual that
came with your TESA Micro-Hite plus M height gauge.
Содержание Power Panel Plus M 00760220
Страница 76: ...POWER PANEL plus M N ME07 99077 76 B Vuille ...







































































