




















Design and function
Dirt filter
299-010300-TWD01
21.09.2015
37
5.12 Dirt filter
The dirt filter can be used in places with unusually high levels of dirt and dust in the ambient air.
The filter reduces the duty cycle of the welding machine via the reduced flow of cooling air. The
filter must be disassembled and cleaned regularly depending on the level of dirt (blow out with
compressed air).
These accessory components can be retrofitted as an option .
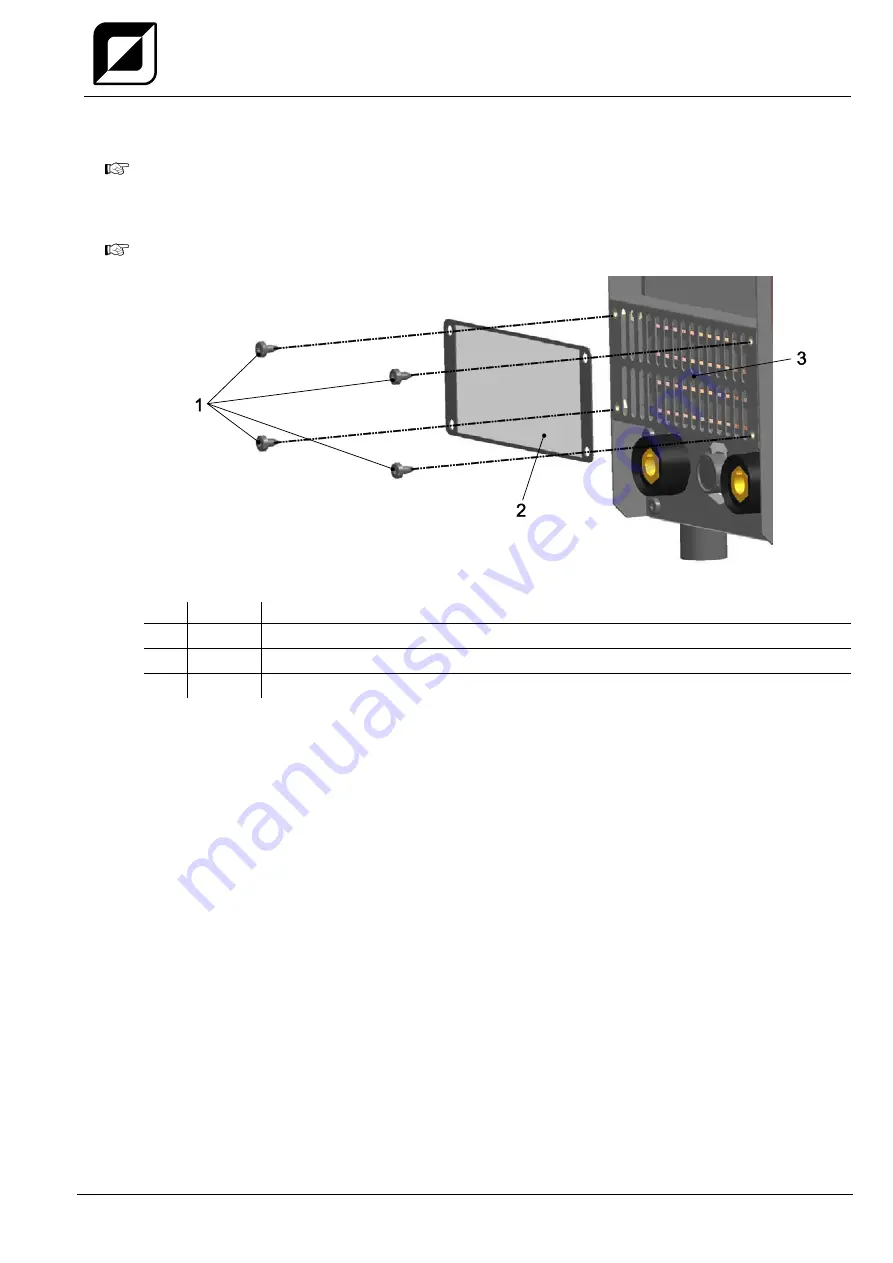
Figure 5-16
Item Symbol
Description
0
1
4 fixing screws for dirt filter
2
Dirt filter with fixing plate
3
Cooling air inlet
• Fix dirt filter with 4 fixing screws on the front of the casing (cooling air inlet) of the welding machine.







































































