


















114-101088
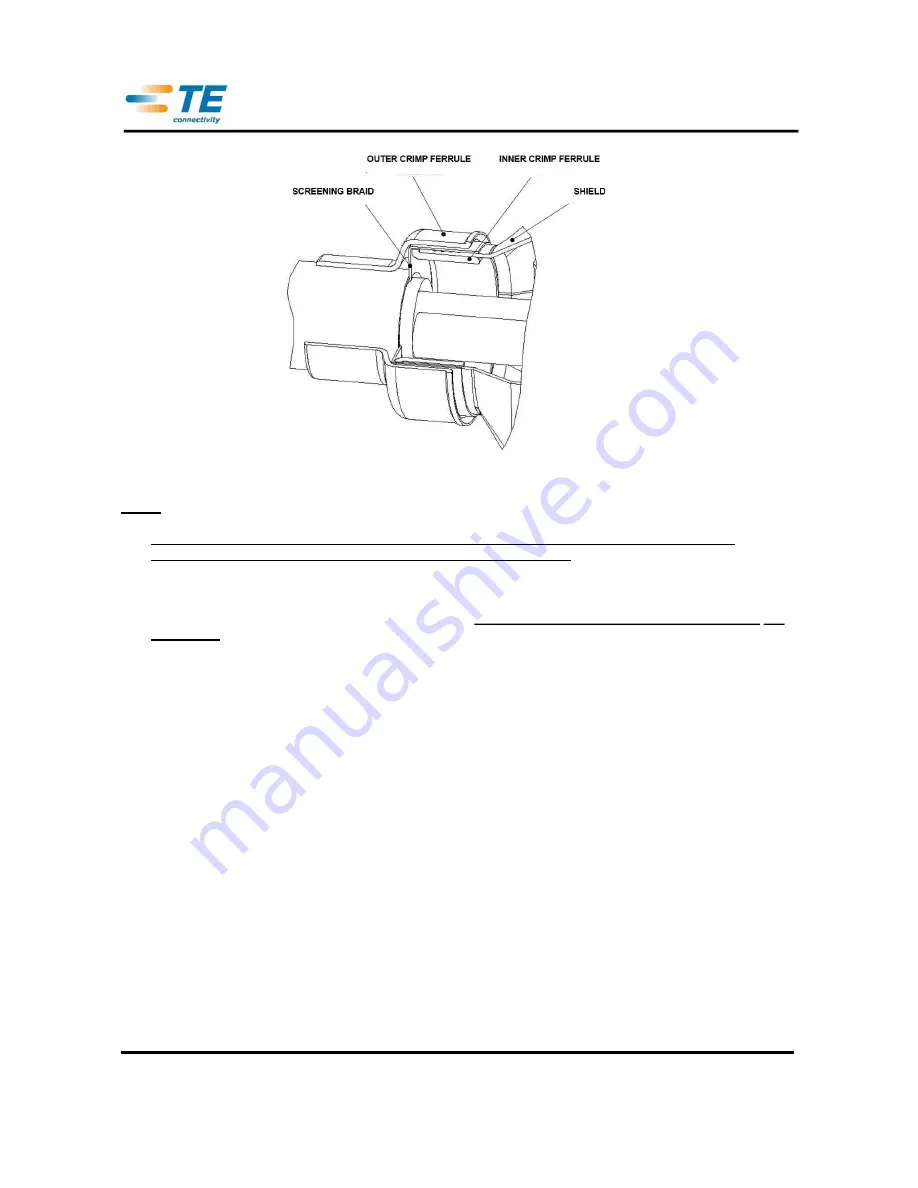
Figure 11
Step 7
Ensure that all parts are in the correct position (Figure 12). Ensure that the shield braids are
homogeneous spread over the circumference of the crimp ferrule. Insert the Assembly into the Die
Set with locator and crimp it. For correct handling and using of application tools see guideline 411-
18555.
After crimping the shield braid has to be visible for visual inspection of homogeneous distribution
of the braids and may extend according Figure 12. CAUTION: Post crimp cutting of the braids is not
permitted !
The crimp quality has to be conformed to TE Spec. 109-18212. The crimp heights have to
be measured according Chapter 5.4 of TE Spec. 109-18212 and they have to meet following
requirements:
Rev B1
12 of
19







































































