























SWEISS
WELD.COM
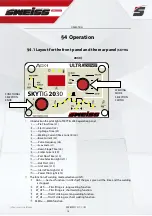
OPERATION
20
2.4
1.1
45
15 150
15 250
3.2
1.1
60
20 200
20 300
Notice: the above parameters originate from Welding Dictionary P149, Volume 1 of Edition 2.
TIG of stainless steel (single run welding)
Workpiece
thickness
/mm
Joint
form
tungsten
electrode
diameter/mm
welding wire
diameter/mm
Argon
gas flow
rate/
L·min
-1
welding
current
(DCEP)
Welding
speed/
cm·min
-1
0.8
Butt joint
1.0
1.6
5
20 50
66
1.0
Butt joint
1.6
1.6
5
50 80
56
1.5
Butt joint
1.6
1.6
7
65 105
30
1.5
Corner
joint
1.6
1.6
7
75 125
25
2.4
Butt joint
1.6
2.4
7
85 125
30
2.4
Corner
joint
1.6
2.4
7
95 135
25
3.2
Butt joint
1.6
2.4
7
100 135
30
3.2
Corner
joint
1.6
2.4
7
115 145
25
Notice: the above parameters originate from Welding Dictionary P150, Volume 1 of Edition 2.
Содержание SKYARC 2030
Страница 31: ...SWEISSWELD COM info sweissweld com NOTES 29...







































































