-44-
For Machines Mfg. Since 8/09
Model SB1027
M A I N T E N A N C E
Table Ways (One-Shot Oiler)
Oil Type ...... Mobil Vactra 2 or ISO 68 Equivalent
Oil Amount ................... One Pull of Pump Handle
Check/Add Frequency ..........4–8 hrs. of Operation
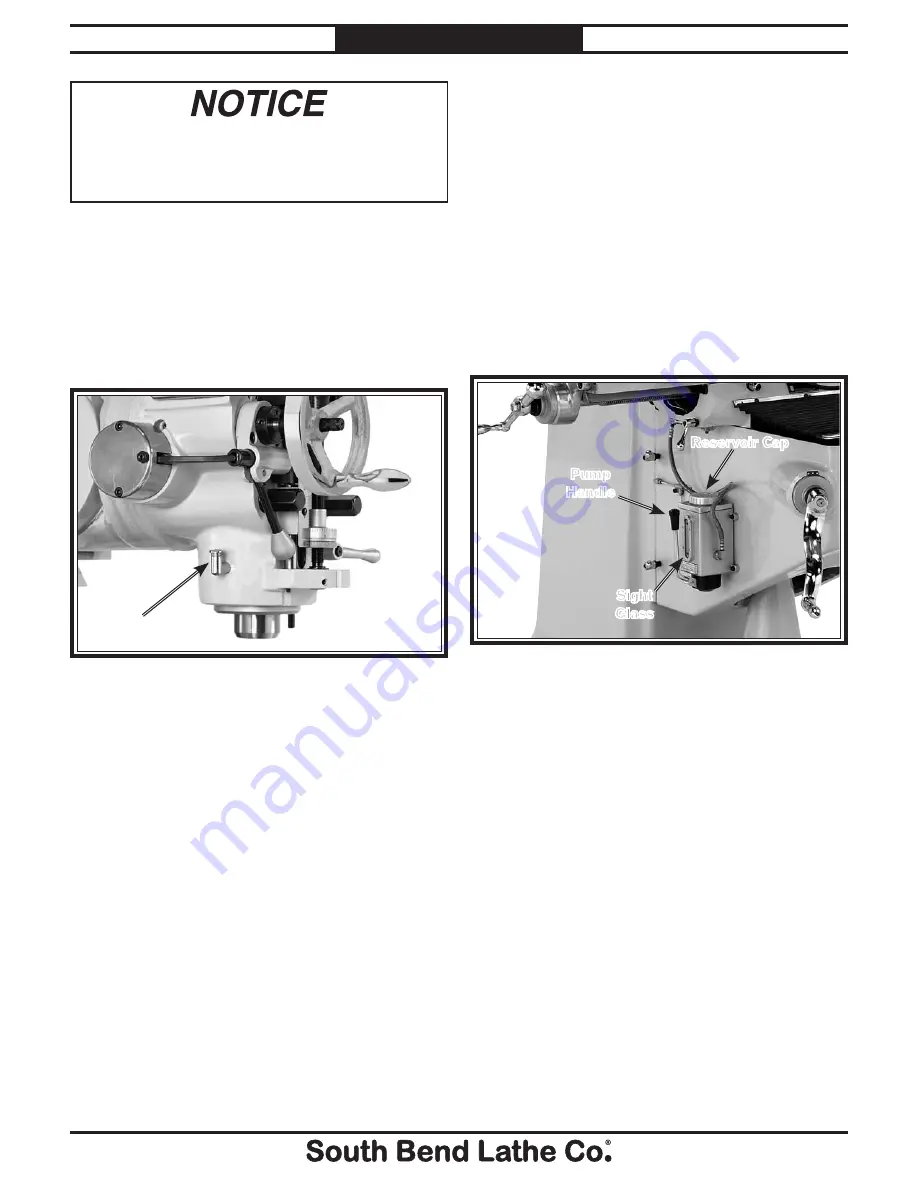
The one-shot oiler is connected to a series of
aluminum tubes that carry the lubricant to wear
points along the table horizontal and vertical
ways. After using the oiler pump handle shown
in Figure 47, move the table through all paths of
movement to evenly distribute the lubricant.
Use the sight glass on the side of the oiler to
know when to re-fill the reservoir.
Figure 47. One-shot oiler controls.
Pump
Handle
Sight
Glass
Reservoir Cap
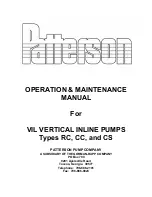
Quill
Oil Type ...... Mobil Vactra 2 or ISO 68 Equivalent
Oil Amount .......................................... Fill Oil Cup
Check/Add Frequency ..............4 hrs. of Operation
Lift the oil cup cap shown in Figure 46 to fill the
oil cup with lubricant.
Failure to follow reasonable lubrication
practices as instructed in this manual for the
mill could lead to premature failure of the mill
and will void the warranty.
Figure 46. Quill oil cup location.
Quill Oil Cup