





























For Machines Mfg. Since 7/09
EVS Toolroom Lathes
-41-
O P E R A T I O N
Aligning Cutting Tool with
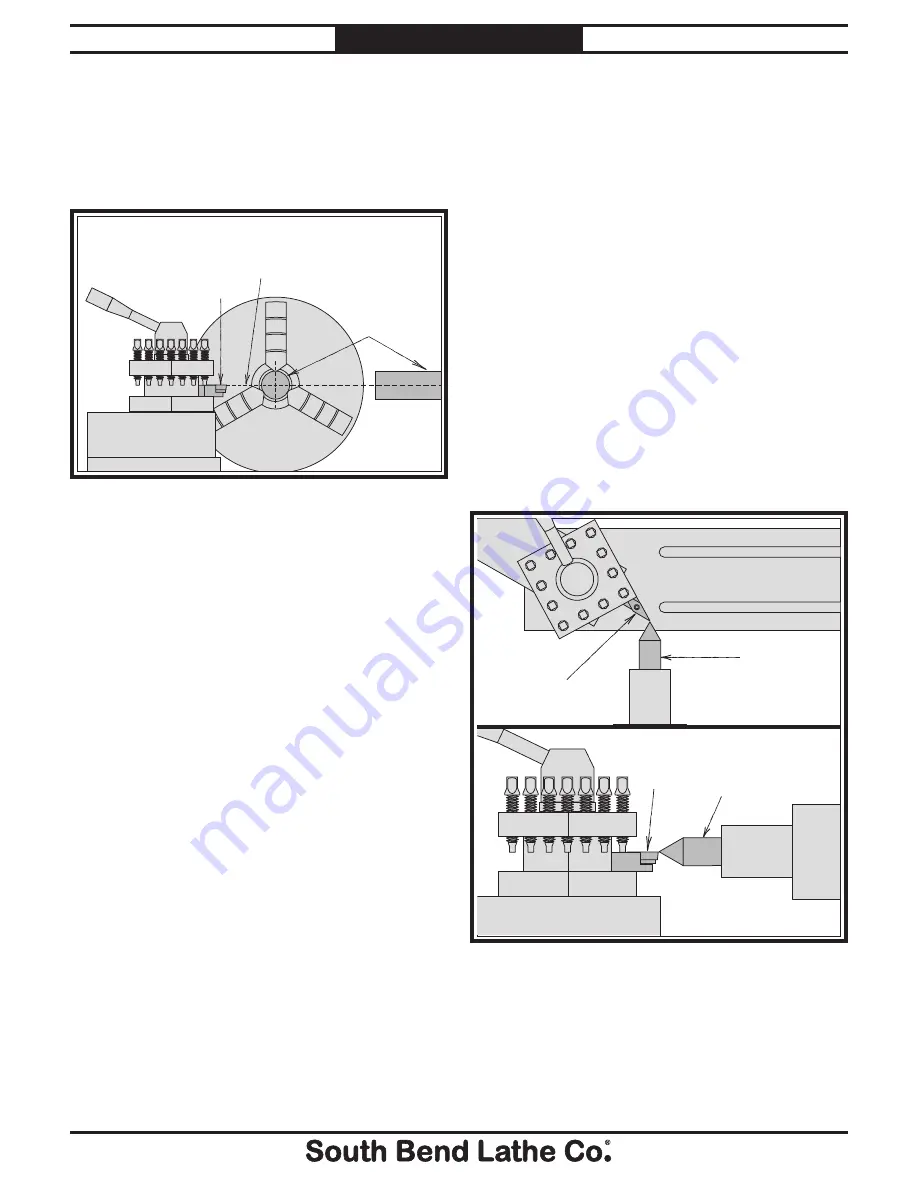
Tailstock Center
For most operations, the cutting tool tip should
be aligned with the spindle center line, as
illustrated in
Figure 73
.
Figure 73. Cutting tool aligned with workpiece center
(view from tailstock).
Cutting
Tool
Workpiece
Workpiece
Center
Line
There are a number of ways to check and align
the cutting tool to the spindle center line. Below
are two common methods:
s
Align the tip of the cutting tool with a
center installed in the tailstock (refer to the
instructions that follow). For this to work,
the tailstock must be aligned to the spindle
center line (refer to
Aligning Tailstock
on
Page 34
).
s
-AKEAFACINGCUTONAPIECEOFROUNDBAR
stock. If the tool is above/below the spindle
center line, a nub will be left in the center
of the workpiece. Adjust the height of the
workpiece, then repeat the facing cut to
check the adjustment. Repeat as necessary
until the center of the workpiece is smoothly
faced.
Tools Needed
Qty
Tool Post T-Wrench ............................................... 1
Steel Shim ............................................. As Needed
Cutting Tool ........................................................... 1
Fine Ruler .............................................................. 1
Tailstock Center .................................................... 1
To align the cutting tool with the tailstock
center:
1.
Mount the cutting tool in the tool post, then
turn the tool post so the tooling faces the
tailstock.
2.
Install a center in the tailstock, and position
the center tip near the tip of the cutting tool.
3.
Lock the tailstock and quill in place.
4.
Adjust the height of the cutting tool with a
steel shim, so the tip just touches the end of
the tailstock center, as shown in
Figure 74
.
Figure 74. Cutting tool tip aligned with tailstock
center.
Cutting
Tool
Tailstock
Center
(Top View)
Cutting
Tool
Tailstock
Center
(Side View)

































































