

















Warranty / Torques per screw / Scope of delivery
12
03.00|Quick-Change Jaw System |en
Warranty
The warranty is valid for 24 months from the date of delivery
under the following conditions:
• Observe the applicable documents
• Observe the ambient conditions and operating conditions,
• Observance of the specified care and maintenance instructions
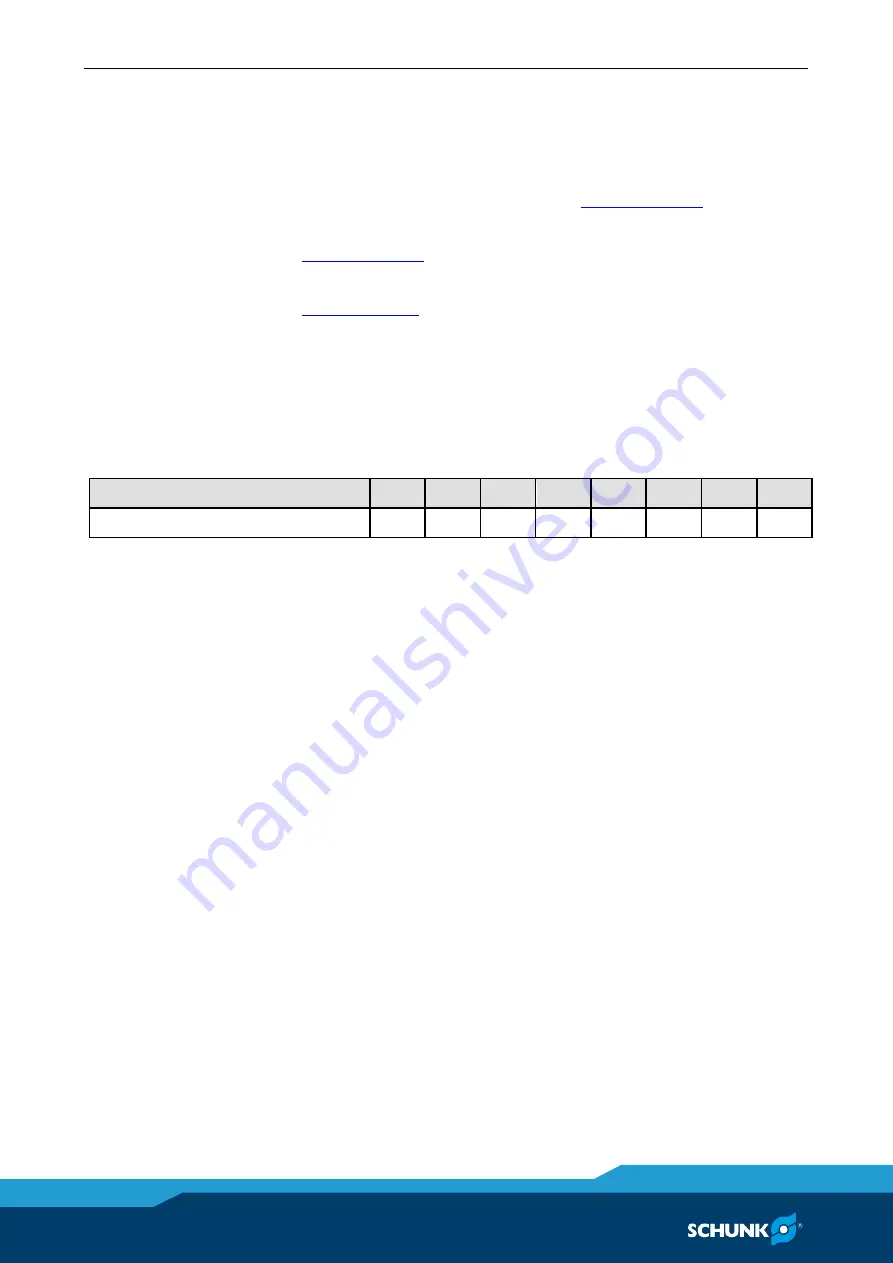
Torques per screw
Tightening torques for mounting screws used to attach top jaws
onto the chuck
(screw quality 12.9)
Screw size
M6 M8 M10 M12 M14 M16 M20 M24
Max. admissible torque M
A
(Nm) 16
30
50
70
130 150 220 450
Scope of delivery
PRONTO quick-change jaw system
Accessories
For detailed information about accessories for the PRONTO
quick-change jaw system, see
schunk.com
3
4
5
5.1
Содержание PRONTO
Страница 16: ......







































































