






















_________________________________________________________________________________________
schunk.com
XND.00034.002_A – 10/2018
28
4
Operation (standard operation)
4.1
Clamping / aligning
Push parts of the entire carriage unit from the tool body to attach the vice.
For this purpose, see
Section 7 Removal and Section 8 Assembly
.
Attention:
The tool body and entire carriage must not be interchanged.
The parts have been manufactured together and are not interchangeable.
The KSC-D offers a host of attachment options on the supporting table that have all been
integrated into the device.
The following interfaces are included in the basic variant:
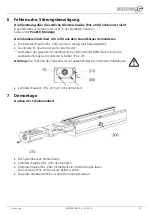
4 x Ø9 fixing bores to secure the unit using M8 cylinder screws.
2 x Ø12 H7 positioning bores, at a centre distance of 100 mm.
2 x Ø25 H6 alignment holes (distance 200 mm) for the VERO-S quick-change palleting system.
Longitudinal grooves on the sides to attach clamping claws.
M4 attachment thread in the tool body for alignment using alignment and centring sets.
M12 threads at the front on reference surface.
The KSC-D can also be produced at the factory with customer-specific positioning and fixing
holes as well as with location recesses for various commonly available zero point clamping
systems.







































































