





























12
ENGLISH
3.2
Operational
description
Welding with high-performance welding nozzles:
Basically, the welding flame should burn neutrally (the gas mixture is balanced), and its size
should be adjusted to the material thickness, the weld shape, the welding position and the
heat conductivity of the material.
When welding steel at greater thicknesses, open both valves wide, and when welding thinner
welding steel plates close the valves somewhat.
Preheat the material and welding rod. As soon as the metal begins to melt on both sides of
the seam, introduce the welding rod. Make sure that the welding area heats evenly. Run the
burner in half circles around the welding rod.
Brazing:
Clean the connecting surfaces polish them and round off the edges. Preheat the brazing
area. Place the tip of the soldering rod onto the soldering area, melt a drop of solder, and
spread it under constant flame movement.
3.3
Accessories
The relevant accessories and an order form can be found from Page 122 onwards.
4
Transport and storage
For transport, the oxygen tank valve and the Maxi gas cartridge must be closed.
After finishing the soldering work: With the gas cartridge valve and oxygen tank valve
closed, cut off the gas and oxygen valve at the handle, and allow the remaining gas to
escape. This discharges the hoses and the oxygen pressure regulator.
Remove the oxygen pressure regulator. Screw off the gas cartridge valve of the Maxi gas
cartridge. The hoses can be connected to the oxygen pressure regulator and the gas cartridge
valve. Secure the device against tilting and slipping on the loading surface. Store and
transport only with the containers upright. Reusable containers must be filled only by
authorized facilities. Refilling in an unintended manner can cause severe accidents.
4.1
Set-up
Change the gas cartridges in a well-ventilated area, preferably outdoors.
-
Make sure that all valves are closed before work begins.
-
During set-up, turn the oxygen pressure regulator tight with the wrench.
-
Screw the MAXIGAS one-way container rightward into the gas fine regulator valve. Make
sure that the tread begins and moves correctly. Screwing it in on a slant voids the warranty.
-
Before igniting, make sure that the connections between the containers and the regulator
valves have no gas leaks. (Use leak detection spray or soapy water.)
A
Open the oxygen tank valve.
B
Depending on the nozzle and the material thickness, adjust the working pressure to a
setting of up to 0,7 - 3 bar.
C
Opening the oxygen pressure regulator valve.
D
Now opens the gas regulator valve about a half turn.
E
Opening the oxygen valve hand dial and adding oxygen.
F
Open the fuel gas valve dial and light the gas flame.
G
Setting the gas flame. The flame must already be burning visibly from the nozzle tip.
H
Adjust the heating flame by opening or choking the gas and oxygen feed.
-
See 5.2
I
Use only goggles that comply with DIN4646 and 58210/1.
All connections must be tightened or loosen using the wrench included.
After the gas valve has been opened, ignition must occur immediately, because
otherwise escaping gases can detonate.
Содержание ROXY 140L
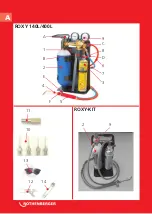
Страница 2: ...A 1 2 9 6 4 5 3 8 10 12 7 11 14 13 ROXY 140L 400L ROXY KIT 9 2 A B C E F D ...
Страница 3: ......
Страница 128: ...NOTES 124 ...
Страница 129: ...NOTES 125 ...
Страница 130: ...NOTES 126 ...
Страница 131: ...127 NOTES ...







































































