





















北京锐志天宏科技股份有限公司
Beijing RichAuto S&T Co., Ltd.
2
Forging ahead, create future together!
12.
Built-in 512 M memory. Adapt USB communication port with high efficiency for file transfer.
Can read files in U disk and card reader directly.
13.
Unique handheld structure which can be hold with one hand. With LCD display and 24 keys
operation keyboard, intuitive and flexible operation, no longer rely on the computer,
completely offline operation.
14.
Self-detection function. The system comes with I/O ports signal detection function, easy
remote maintenance.
15.
Multiple languages display. Support English, Russian, France, Traditional Chinese and
Simplified Chinese. Other language can be customized.
16.
System can automatically update itself
,
easily remote operation and maintenance.
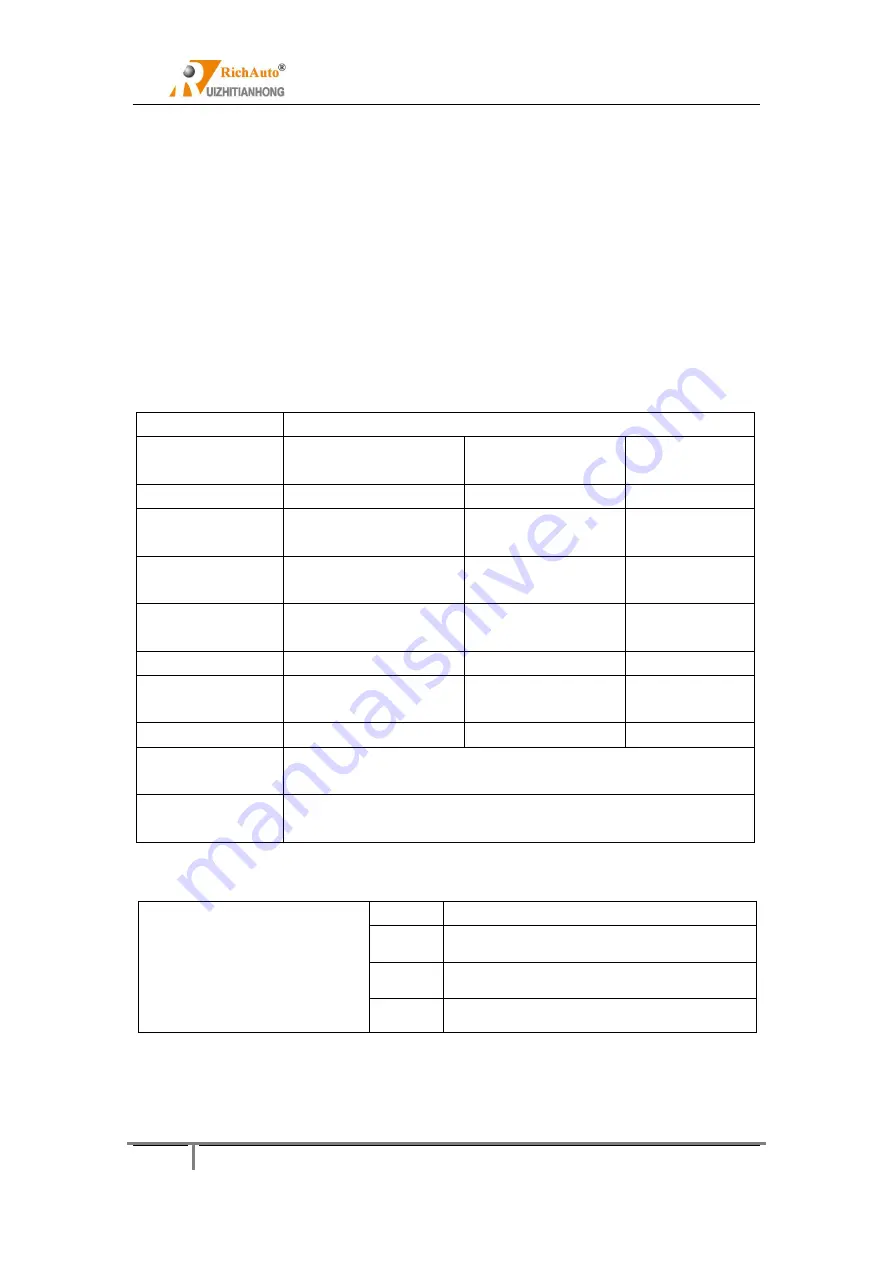
Product parameters:
Model No.
RichAuto-B18
CPU
DSP
Power
down
protection
Support
Built in memory
512MB
Breakpoint processing
8
Display screen
128*64Monochrome LCD
External
supply
voltage
DC 24V
Communication
port
U disk
Manual mode
Continuous, step,
distance
Linkage axis No.
3to 4axes
Interpolate method
Straight line, arc,
spline curve
Control signal
5V common anode
Soft / hard limit
Support
Driving system
Stepper / servo motor
Maximum
pulse
frequency
1MHz
Minimum input unit 0.001mm
Password protection
Support
Languages
English, Simplified Chinese, Traditional Chinese, other languages can be
customized
Standard layout
Handheld controller with USB adapter 1pc
;
50 pins cable 1 pc
、
I/O
interface board 1 pc, USB data cable 1 pc
Model List:
AutoNow-
3 inches Monochrome screen
B1X series motion control system
No.
Name
B11
Standard 3 axis motion control system
B15
Cylinder multi-spindle motion control system
B18
4 axis motion control system







































































