

























B-4
OPERATION
6. Before opening the cylinder valve, turn the regulator adjusting
knob counterclockwise until the adjusting spring pressure is
released.
7. While standing to one side, open the cylinder valve slowly a
fraction of a turn. When the cylinder pressure gauge pointer
stops moving, open the valve fully.
BE SURE TO KEEP YOUR FACE AWAY
FROM THE VALVE OUTLET WHEN
“CRACKING” THE VALVE.
Never stand directly in front of or behind the flow regulator
when opening the cylinder valve. Always stand to one side.
8. The flow regulator is adjustable. Adjust the regulator to the
flow rate recommended for the procedure and process.
BUILDUP OF SHIELDING GAS
may harm health or kill.
Shut off shielding gas supply when not in
use.
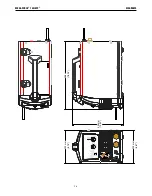
oUtpUt polarity connections
The welding machine features a short lead protruding from the
front of the machine, the lead can be used to configure the wire
drive polarity. For STICK welding the short lead does not need to
be connected and this lead will not be electrically hot. For FCAW,
MIG, and TIG welding this lead can be connected to either the
positive output stud or negative output stud. Connecting the lead
to the positive stud will electrically connect the wire drive to
positive polarity; the work clamp would then connect to the
negative stud. Ensure connector is tightly locked into place by
rotating clockwise.
FIGURE B.3 WIRE DRIVE CONNECTED
FOR NEGATIVE POLARITY
FIGURE B.4 WIRE DRIVE CONNECTED
FOR POSITIVE POLARITY
WARNING
WARNING
MEGA FORCE
®
140i MP
®
Содержание Mega Force 140i MP
Страница 23: ...F 4 DIAGRAMS MEGA FORCE 140i MP MM MM MM MM ...







































































