





























10.3.2 Fillet vs chamfer
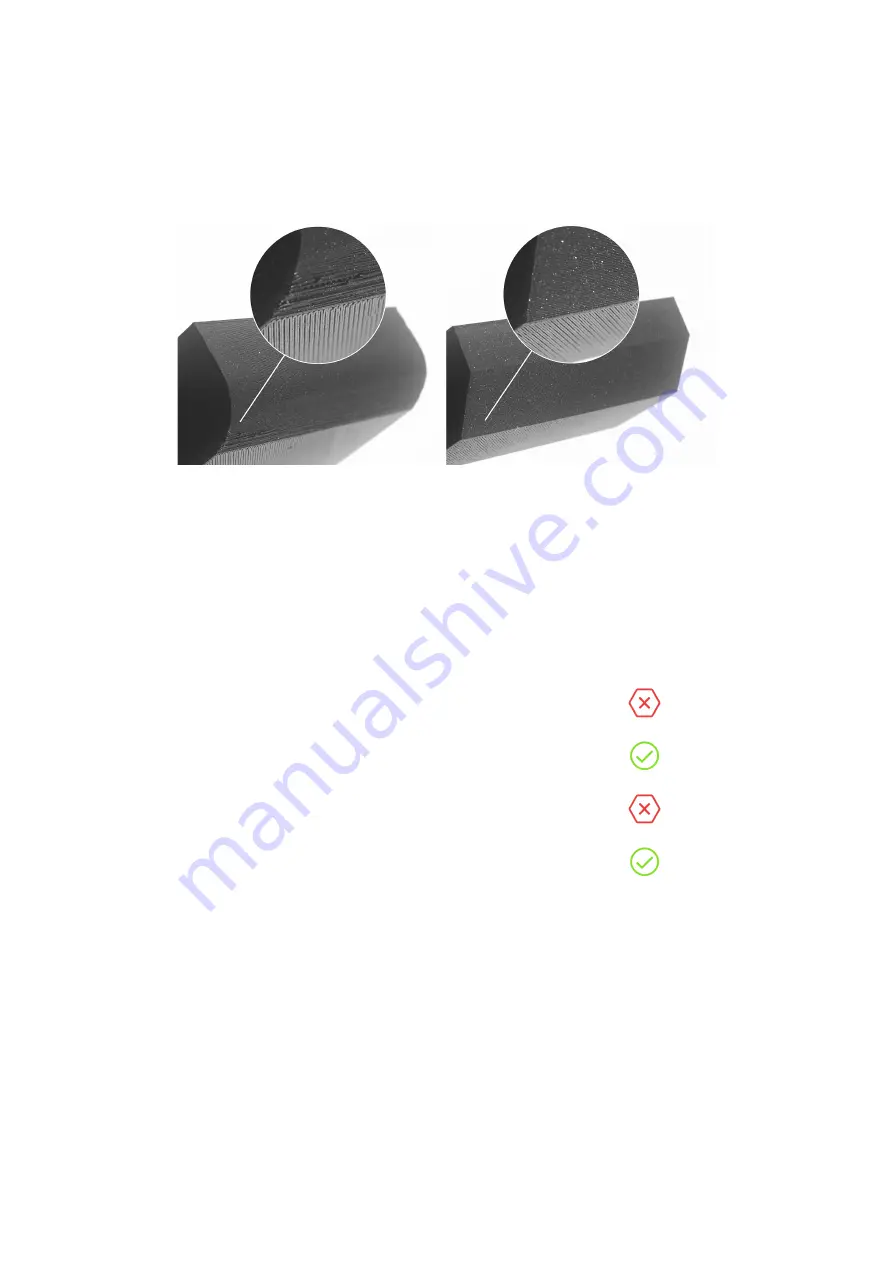
If oriented towards the print bed, fillets create a very steep overhang, which negatively
affects the surface of the object. For this reason,
use chamfer instead
if perfect part finish
is the priority.
Pict. 28 - Fillet (left) vs chamfer (right)
10.3.3 Thin walls and minimum feature size
Another limitation is the nozzle diameter. The default nozzle size is 0.4 mm with
extrusion
width of 0.45 mm
. Keep this number in mind, especially when you’re designing thin walls or
tiny features.
Wall thickness
Is it printable?
Less than one perimeter
One perimeter
More than one perimeter, but less than two perimeters
More than two perimeters
10.3.4 Splitting model into multiple parts
Both visuals and mechanical properties of your model can be improved by splitting it into
multiple parts. It’s often better to split a complex object into multiple parts that are easier to
place on the print platform. This way, you can minimize the number of supports required. You
can then glue the object together.
51







































































