





























21
Copyright © 2020 Quality Machine Tools, LLC
PM-1440GT v9 2020-10
Section 4 SERVICING THE LATHE
Disconnect 220V power before any maintenance operation!
Remove all machining debris and foreign objects before lubricating ANYTHING! If need
be, any oil is better than no oil – but use the recommended lubricants when you can.
HEADSTOCK GEARBOX DRAIN & REFILL
Take time to prepare. 4 quarts is a lot of oil to clean up!
1. Remove the belt cover, left of the headstock.
2.
Remove the fill plug on the top surface of the headstock,
Figure 4-1.
GENERAL
Aside from abrasive particles and machining debris, lack of
proper lubrication is the main cause of premature wear. Rotat-
ing parts are easy to lubricate, sliding parts are not. Gibs are
tightened for the best compromise between rigidity and slide-
ability, which means practically zero gap between the ways. It
is not obvious which are the bearing surfaces on the various
dovetail surfaces — some of the interfaces look like bearing
surfaces, but are simply narrow gaps.
Every few hours of operation: 1. Apply the recommended way-
oil with a dedicated short-bristle brush such as the type used
for applying flux; 2. Use a similar brush to apply oil or grease to
the leadscrews; 3. Apply oil to the ball oilers, see below.
The spindle runs on sealed, pre-lubricated roller bearings re-
quiring no routine attention.
Recommended lubricants
Gearboxes:
ISO 68, such as Mobil DTE Heavy/Medium circu
-
lating oil. Approximate quantities required:
Headstock
4 quarts
Saddle feed gearbox
2 quarts
Apron
1 quart
Ball oilers
: ISO 68 way oil, such as Mobil Vactra No. 2, or
equivalent.
Machine ways
(dovetails): ISO 68 way oil, such as Mobil Vac
-
tra No. 2, or equivalent.
External change gears
: light general purpose grease, NLGI
No. 2, or equivalent.
Leadscrews
: ISO 68 way oil, such as Mobil Vactra No. 2, or
equivalent.
BALL OILERS
Use a pump-type oil can, pr
eferably with a flexible spout tipped
with a soft tube. The ID of the tip should be large enough
to seat on the oiler's brass flange, more than spanning the
spring-loaded steel ball. When the oil can tip is firmly pressed
onto the brass surface oil pressure will displace the ball, allow-
ing oil to flow into the bearing. Before oiling check that the ball
is not stuck – press it lightly with a probe.
3.
Place a drain pan (2-gallons minimum) on a stool or other
support at about the height of the chip tray.
4. Fold a sheet of card stock to make a Vee-shape drain
channel. This will be pressed against the headstock below
the drain plug, angled downward into the drain pan; trim
the upstream end of the Vee so that it seals against the
headstock.
5. Run the lathe a few minutes to warm the oil if necessary.
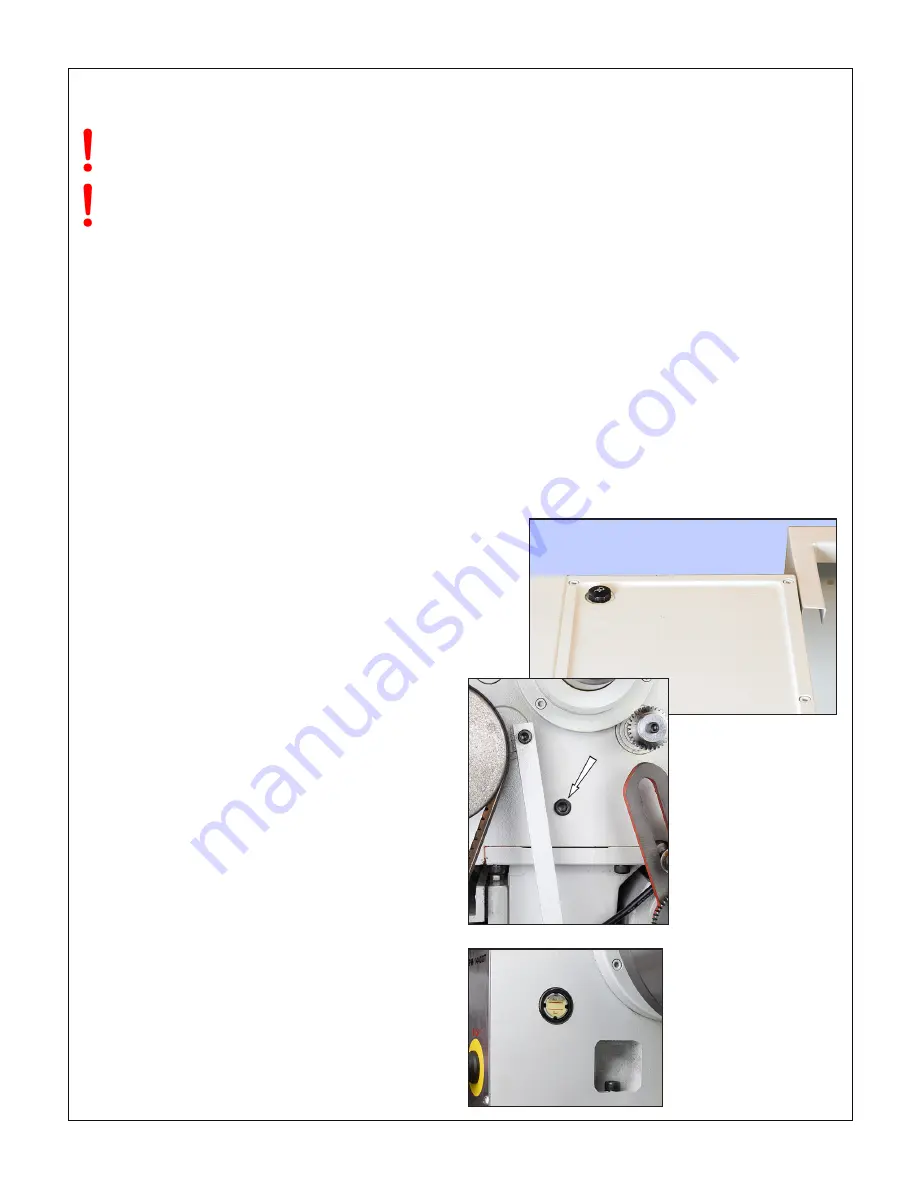
6. With the drain channel in place, remove the drain plug, Fig-
ure 4-2.
7. Allow the oil to drain completely. Replace the drain plug,
then add just a few ounces of oil.
8. When satisfied that the headstock is oil-tight, add oil to the
halfway mark on the sight glass, Figure 4-3 (about 4 qts).
9.
Replace the fill plug.
Figure 4-1
Headstock fill
plug
Figure 4-2
Headstock drain
plug
Figure 4-3
Headstock sight
glass




































































