ADJUSTMENT MANUAL
296-12-19 289/002
adjustment Manual engl. 10.15
This instruction manual applies to machines from the serial number
7 262 019
and
software version
0435/002
onwards.
333
-712/02
Страница 1: ...ADJUSTMENT MANUAL 296 12 19 289 002 adjustment Manual engl 10 15 This instruction manual applies to machines from the serial number 7 262 019 and software version 0435 002 onwards 333 712 02...
Страница 2: ...or translation of PFAFF adjustment manuals including parts thereof is only permitted with our prior agreement and citation of the source PFAFF Industriesysteme und Maschinen GmbH Hans Geiger Str 12 IG...
Страница 3: ...esser stroke movement 9 13 04 05 Presser stroke 10 13 04 06 Needle thread tension release 11 13 04 07 Switching off the needle thread tension release 12 13 04 08 Thread check spring 13 13 04 09 Bobbin...
Страница 4: ...ble of Contents Contents Page 13 05 08 Control cam pre calibrating 23 13 05 09 Blade 24 13 05 10 Test cut 25 13 06 Parameter settings 26 13 07 Internet update of control P40 CD 26 14 Circuit Diagrams...
Страница 5: ...quence for ma chines that have to be completely adjusted Both the preceding and following chapters must be observed if only specific individual work steps are carried out Screws and nuts indicated in...
Страница 6: ...to needle hole Rule The needle should pierce the centre of the needle hole exactly O O Loosen the screws 1 2 and 3 O O Move the needle directly over the needle hole by turning the handwheel O O Move...
Страница 7: ...4 02 Needle height pre calibrating Rule When the needle bar is in b d c the clearance between the needle bar and stitch platen should be 23 mm O O Adjust the needle bar 1 screw 2 without twisting acco...
Страница 8: ...er needle bar bearing Move the screw clamp so that it touches the feeler gauge and tighten it O O Remove the feeler gauge and turn the handwheel in the direction of rotation until the screw clamp rest...
Страница 9: ...e when turning the handwheel O O Slide the lever 1 screw 2 in its slotted lever until you feel it reach the upper stop O O Lower the presser foot 3 onto the stitch platen O O Loosen the screws 4 until...
Страница 10: ...tch platen in its upper turning point at maximum stroke adjustment Fig 13 05 O O Move the needle bar to b d c O O Adjust the clamp 1 screws 2 according to rule 1 O O Slide the lever 3 screw 4 in its s...
Страница 11: ...d lever is at t d c there should be a clearance of 1 0 mm between the tension discs O O Adjust the thread lever to a position 10 mm before t d c O O Turn the eccentric 1 screws 2 according to rule 1 O...
Страница 12: ...cording to rule 1 O O Turn the stop 2 nut 3 according to rule 2 The magnet lift is factory set to 1 mm Setting on the nut 5 lock nut 6 Rule 1 There should be a clearance of approx 0 5 mm between the l...
Страница 13: ...screw 3 screw 4 to set the spring tension The length of the thread check spring deflection may deviate slightly upwards and downwards for reasons relating to the sewing technology Rule The movement of...
Страница 14: ...easily when the bobbin winder is switched off the friction wheel 5 must not touch the drive wheel 1 2 The bobbin winder should switch off automatically when the fill amount is still around 1 mm from...
Страница 15: ...15 Fig 13 10 13 04 10 Presser foot pressure Rule The material should be transported properly even at top sewing speed No pressure marks should appear on the material O O Turn the screw 1 according to...
Страница 16: ...2 should stand vertical under the feed regulator pin 5 O O Loosen the screws 1 through the hole in the machine housing O O Move the thread lever to b d c O O Turn the control cam 2 according to the ru...
Страница 17: ...the needle bar is in b d c there should be a clearance of 1 0 mm between the tripping lever 3 and the control cam 4 O O Move the needle bar to b d c O O Adjust the carrier 1 screws 2 of the tripping...
Страница 18: ...nto the control cam track 7 when the engaging solenoid 6 is activated O O Move the needle bar to b d c O O Activate the field core 1 manually O O Turn the screw 2 nut 3 until it slightly touches the t...
Страница 19: ...d the field core 1 is activated up to the stop there should be a clearance of approx 0 5 mm between the pawl 4 and the retaining collar 5 O O Move the needle bar to b d c O O Slide the field core 1 up...
Страница 20: ...tral position and the pawl 4 is engaged there should be a clearance of 0 3 mm between the highest point of the control cam 5 and the feed regulator pin 6 O O Move the needle bar to t d c O O Activate...
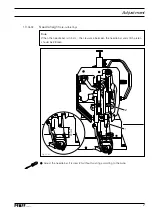
Страница 21: ...bove the front edge of the bobbin case position finger 6 O O Move the needle bar to b d c O O Activate the field core 1 so that the feed regulator pin 2 drops into the cam track O O Move the thread ca...
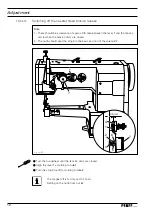
Страница 22: ...ade 1 screws 2 O O Move the needle bar to b d c O O Activate the field core 3 manually and turn the handwheel until the needle bar is positioned at t d c Please ensure that the thread catcher 4 does n...
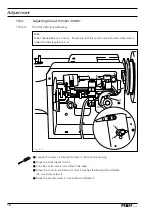
Страница 23: ...2 should be approx 4 mm O O Move the needle bar to b d c with the handwheel O O Activate the field core 1 manually O O Continue turning the handwheel direction of rotation until the end of the thread...
Страница 24: ...o b d c and activate the field core 3 O O Turn the handwheel in the direction of rotation until the thread catcher tip 4 is at the same level as the blade edge O O Align the blade 1 laterally accordin...
Страница 25: ...handwheel direction of rotation until the thread catcher 2 is at its front turning point O O Pull a doubled up length of thread into the thread catcher cutout 2 and carry out a test cut by continuing...
Страница 26: ...t update of control P40 CD as well as the DongleCopy PC tool can be downloaded from the Internet address https partnerweb pfaff industrial com 13 07 Internet update of control P40 CD O O You need a do...
Страница 27: ...PH IND VCC VCC GND WT BN shield 1 2 3 4 5 9 BN YE GY WH GN 1 2 3 4 5 PE U V W 1 2 3 4 5 GN YE BN BK BU 1 2 3 4 1 shield Ground 2 3 4 5 n c n c 3 3V SDA n c n c SCL GND 6 7 8 IN EXT1 IN EXT2 IN EXT3 IN...
Страница 28: ...RXBF GND TXBF 5V 15V 13 14 15 WT BN GN YE GY PK BU RD 1 2 3 4 5 IN_ana1 0V_Logik 3 3V 6 7 8 9 10 11 12 13 14 15 16 17 18 19 24V magn GND 24V stab 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 24V magn...
Страница 29: ...Notes...
Страница 30: ...is an authorized licensee of the PFAFF trademark PFAFF Industriesysteme und Maschinen GmbH Hans Geiger Str 12 IG Nord D 67661 Kaiserslautern Tel 49 6301 3205 0 Fax 49 6301 3205 1386 E mail info pfaff...