





























OPERATING PROCEDURES
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page -
22
-
NATIONAL
INCORPORATED
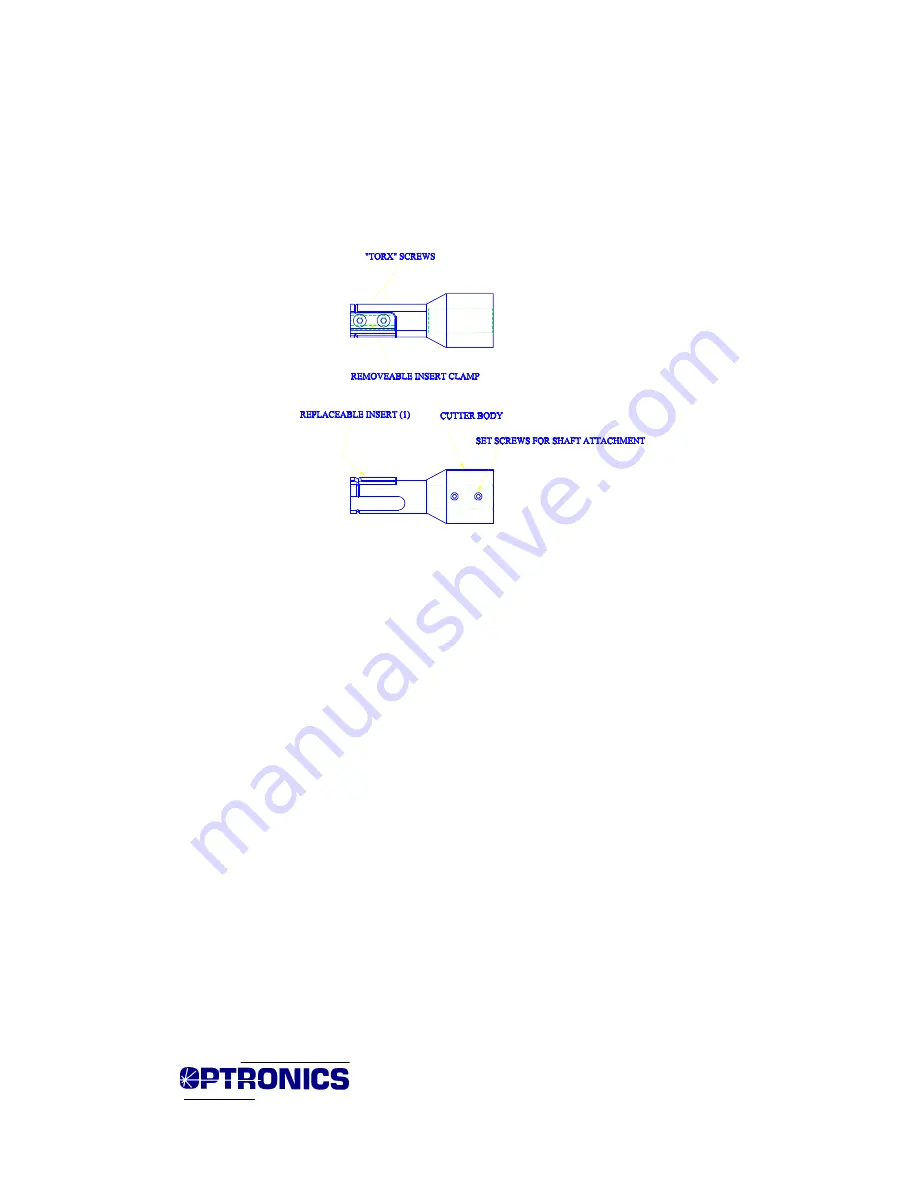
In 1995, we began using a DC brushless motor, manufactured by Bodine, on all new
Horizon II models. Below,
Fig. 6
represents the cutter body needed for this motor. If your
Horizon II is not equipped with this type of motor, please refer to the
Bosch Motor
Addendum
at the back of this manual.
Figure 6 – Bodine Beveling Cutter























































