





























The gas tightness test procedure is as follows:
1. Once the piping system is completed and the indoor,
MS box and outdoor units have been connected,
vacuum the piping to -0.1 MPa.
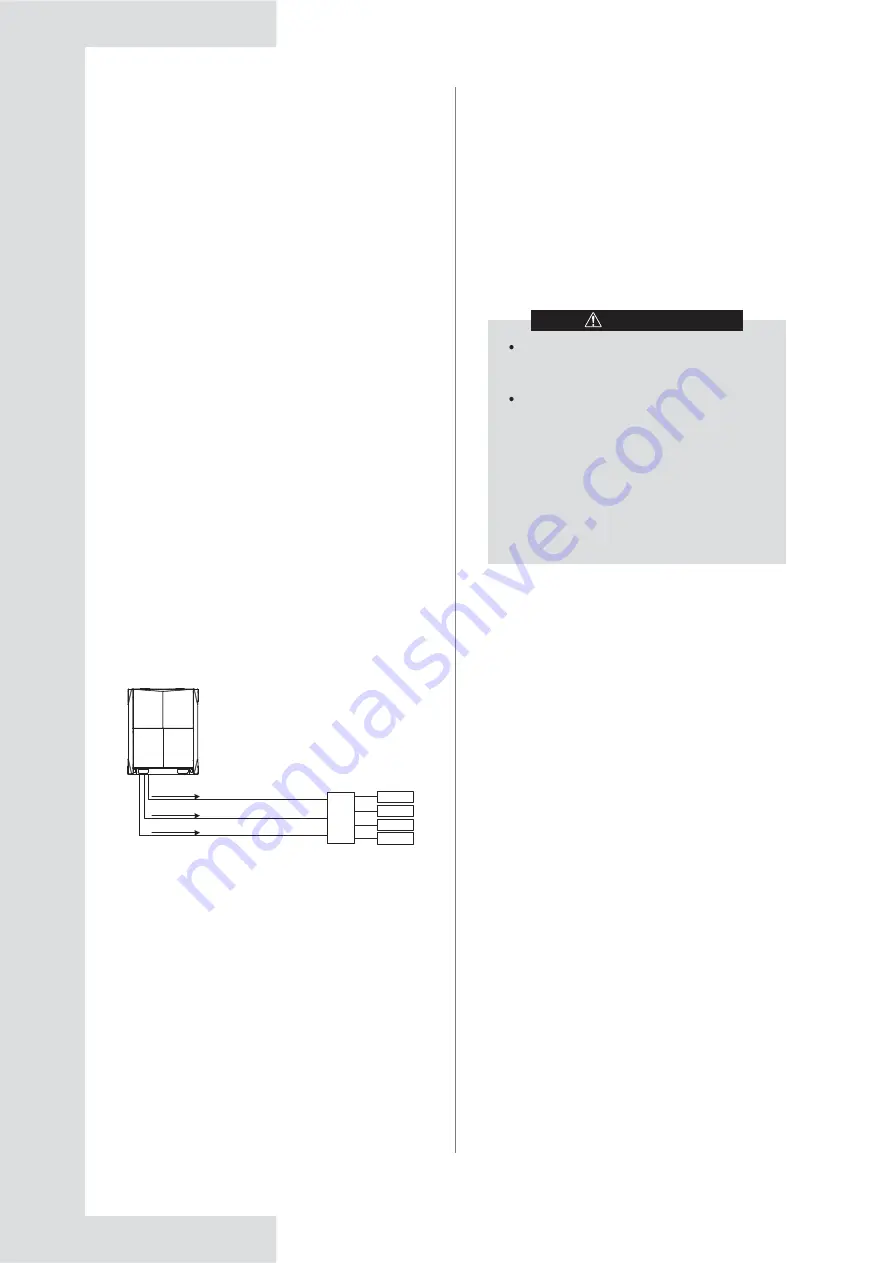
2. Charge the indoor piping with nitrogen at 0.3 MPa
through the needle valves on the liquid, high pressure
and low pressure gas stop valves and leave for at least 3
minutes (do not open the liquid or gas stop valves).
Observe the pressure gauge to check for large leakages.
If there is a large leakage, the pressure gauge will drop
quickly.
3. If there are no large leakages, charge the piping with
nitrogen at 1.5 MPa and leave for at least 3 minutes.
Observe the pressure gauge to check for small
leakages. If there is a small leakage, the pressure gauge
will drop distinctly.
4. If there are no small leakages, charge the piping with
nitrogen at 4.0 MPa and leave for at least 24 hours to
check for micro leakages. Micro leakages are difficult to
detect. To check for micro leakages, allow for any
change in ambient temperature over the test period by
adjusting the reference pressure by 0.01 MPa per 1°C of
temperature difference. Adjusted reference pressure =
pressure at pressuri (temperature at observation
- temperature at pressurization) x 0.01 MPa. Compare
the observed pressure with the adjusted reference
pressure. If they are the same, the piping has passed the
gas tightness test. If the observed pressure is lower than
the adjusted reference pressure, the piping has a micro
leakage.
5. If the leakage is detected, refer to following part “Leak
detection”. Once the leak has been found and fixed, the
gas tightness test should be repeated.
6. If not continuing straight to vacuum drying once the
gas tightness test is complete, reduce the system
pressure to 0.5 - 0.8 MPa and leave the system
pressurized until ready to carry out the vacuum drying
procedure.
Vacuum drying should be performed in order to remove
moisture and non-condensable gases from the system.
Removing moisture prevents ice formation and
oxidization of copper piping or other internal
components. The presence of ice particles in the system
would cause abnormal operation, whilst particles of
oxidized copper can cause compressor damage. The
presence of non-condensable gases in the system would
lead to pressure fluctuations and poor heat exchange
performance.
Vacuum drying also provides additional leak detection
(in addition to the gastightness test).
During vacuum drying, a vacuum pump is used to lower
the pressure in the piping to the extent that any moisture
present evaporates. At 5 mm Hg (755 mm Hg below
typical atmospheric pressure) the boiling point of water is
0°C. Therefore a vacuum pump capable of maintaining a
pressure of -756 mm Hg or lower should be used. Using
####\$+#
a precision level of 0.02 mm Hg is recommended. The
vacuum drying procedure is as follows:
1. Connect the vacuum pump through a manifold with a
pressure gauge to the service port of all stop valves.
2. Start the vacuum pump and then open the manifold
valves to start vacuuming the system.
3. After 30 minutes, close the manifold valves.
4. After a further 5 to 10 minutes check the pressure
gauge. If the gauge has returned to zero, check for
leakages in the refrigerant piping.
5. Re-open the manifold valves and continue vacuum
drying for at least 2 hours and until a pressure difference
of 0.1 MPa or more has been achieved. Once the
pressure difference of at least 0.1 MPa has been
achieved, continue vacuum drying for 2 hours. Close the
manifold valves and then stop the vacuum pump. After 1
hour, check the pressure gauge. If the pressure in the
piping has not increased, the procedure is finished. If the
pressure has increased, check for leakages.
6. After vacuum drying, keep the manifold connected to
the master unit stop valves, in preparation for refrigerant
charging.
Leak detection
The general methods for identifying the source of a leak
are as follows:
1. Audio detection: relatively large leaks are audible.
2. Touch detection: place your hand at joints to feel for
escaping gas.
3. Soapy water detection: small leaks can be detected by
the formation of bubbles when soapy water is applied to
a joint.
Fig. 5-17
5.7 Vacuum Drying
Before performing vacuum drying, make sure
that all the outdoor unit stop valves are firmly
closed.
Once the vacuum drying is complete and the
vacuum pump is stopped, the low pressure in
the piping could suck vacuum pump lubricant
into the air conditioning system. The same
could happen if the vacuum pump stops
unexpectedly during the vacuum drying
procedure. Mixing of pump lubricant with
compressor oil could cause compressor
malfunction. Therefore a check valve should
be used to prevent vacuum pump lubricant
seeping into the piping system.
CAUTION
MS
Liquid pipe
High pressure gas pipe
Low pressure gas pipe
Nitrogen
Nitrogen
Nitrogen
A
Indoor unit
B
C
D
Outdoor unit
23







































































