



















Page 6
INDEX
1 INTRODUCTION ………………………………………………………………………….
1.1 Definition of the operator …………………………………………………………………………………
1.1.1 Operator’s requirements ……………………………………………………………………………….
1.1.2 Operator’s prohibitions …………………………………………………………………………………
1.2 Operator’s obligations ……………………………………………………………………………………
1.3 Importance of the manual ………………………………………………………………………………..
1.4 Regulatory references …………………………………………………………………………………….
1.5 Manufacturer’s identification information ……………………………………………………………….
1.6 Mark plate ……………………………………………………………………………………….
1.7 Typographical conventions ………………………………………………………………………………..
1.8 Conventions …………………………………………………………………………………………………
1.9 Personnel qualifications …………………………………………………………………………………...
1.10 Technical assistance and maintenance …………………………………………………………….
1.11 Terms of warranty …………………………………………………………………………………….
2 GENERAL WARNINGS ……………………..…………………………………………..
2.1 Safety regulations …………………………………………………………………………………………
2.2 Safety warnings for maintenance …………………………………………………………..
2.3 Signs of danger …………………………………………………………………………………………
2.4 General prohibition signs ………………………………………………………………………………..
2.5 Obligation signs ………………………………………………………………………………………..
2.6 Signs affixed to the machine ……………………………………………………………………..
3 MACHINE’S DESCRIPTION …………………………………………………………….
3.1 Machine’s description ……………………………………………………………………………………..
3.2 Machine’s composition ……………………………………………………………………………
3.3 Axes ……………………………………………………………………………………………...
3.4 Axes’ description ……………………………………………………………………………………………
3.5 Job specification ……………………………………………………………………………….
3.6 Machine’s dimension ……………………………………………………………………………………...
3.7 Machine’s characteristic …………………………………………………………………………………...
3.8 Technical characteristic ………………………………………………………………………………….
3.9 Noise level ……………………………………………………………………………………...
3.10 Dust emission ………………………………………………………………………………………….
4 TRANSPORT AND INSTALLATION …………………………………………...
4.1 Condition for standard use of machine ..……………………...…………………………………………
4.1.1 Standard conditions ..…………………………………………………………………………………….
4.1.2 Temperature .……………………………………………………………………………………………...
4.1.3 Atmospheric condition …………………………………………………………………………………...
4.1.4 Lighting …….……………………………………………………………………………………………...
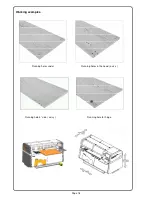
4.2 Working area ………………………...…………………………………………………………………….
4.3 Lifting and transport …….………………………………………………………………………………….
4.3.1 General information ..…………………………………………………………………………………….
4.3.2 Personnel’s qualification ………………………………………………………………………………...
4.3.3 Lifting instruction ………………..………………………………………………………………………..
4.3.4 Condition for the machine’s safeguard ………...………………………………………………………
4.3.5 Control for possible damages …..………………………………………………………………………
4.4 Preparation of the installation area …...…………………………………………………………………..
4.4.1 Installation requirements ...………………………………………………………………………………
4.4.2 Machine’s positioning …………..………………………………………………………………………..
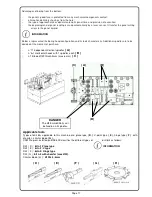
4.5 Assembling .…………………………………………………………………………………………………
4.6 Electrical connection ...……………………………………………………………………………………..
4.6.1 Electrical system feature ……..………………………………………………………………………….
4.6.2 Ground phase connection ...……………………………………………………………………………..
4.7 Pneumatic connection …...…………………………………………………………………………………
4.8 Suction connection …………………………………………………………………………………………
5 COMMAND - SOFTWARE ……………..………………………………………………..
5.1.1 Command console ……………………………….………………………………………………………
5.1.2 Commands main menu ………..………………………………………………………………………...
5.1.2.1 Machine Data Editor ………………………………………………………………………………….
5.1.2.2 CAD 4 ……………...…………………………………………………………………………..
5.1.2.3 Job List ………………………………………………………………………………………………..
5.1.2.4 Single program ..…..….……………………..…………………………………………………….
5.1.2.5 Ant.-Post upload-download…………………………………………………………………………….
5.1.2.6 Mirror process ……….…...…………………………………………………………………………….
5.1.2.7 “Ribattuta” process……………………………………………………………………………………
08
08
09
08
08
11
11
10
10
11
12
12
13
13
14
14
14
15
15
16
16
16
16
19
22
22
26
27
27
27
28
28
28
28
28
28
28
28
29
29
29
29
29
30
30
30
30
31
32
32
32
33
33
34
34
34
35
36
39
51
56
57
58
58
Содержание EVOLUTION 1000
Страница 2: ...Page 2 Page intentionally left blank...
Страница 4: ...Page 4 Page intentionally left blank...
Страница 65: ...Page 65 Page intentionally left blank...







































































