214805
110
Revision A
6.1.4
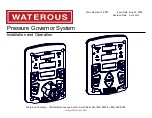
Flare-Type Hydraulic Fittings
1003430
A
C
D
B
E
Figure 6.10: Hydraulic Fitting
1.
Check flare (A) and flare seat (B) for defects that might
cause leakage.
2.
Align tube (C) with fitting (D) and thread nut (E) onto fitting
without lubrication until contact has been made between
flared surfaces.
3.
Torque fitting nut (E) to specified number of flats from
finger tight (FFFT) or to a given torque value in Table
4.
Use two wrenches to prevent fitting (D) from rotating. Place
one wrench on fitting body (D), and tighten nut (E) with
other wrench to torque shown.
5.
Assess final condition of connection.
Table 6.10 Flare-Type Hydraulic Tube Fittings
SAE Dash Size
Thread Size (in.)
Torque Value
8
Flats from Finger Tight (FFFT)
Nm
lbf·ft
Tube
Swivel Nut or
Hose
-2
5/16
–
24
4
–
5
3
–
4
—
—
-3
3/8
–
24
7
–
8
5
–
6
—
—
-4
7/16
–
20
18
–
19
13
–
14
2 1/2
2
-5
1/2
–
20
19
–
21
14
–
15
2
2
-6
9/16
–
18
30
–
33
22
–
24
2
1 1/2
-8
3/4
–
16
57
–
63
42
–
46
2
1 1/2
-10
7/8
–
14
81
–
89
60
–
66
1 1/2
1 1/2
-12
1 1/16
–
12
113
–
124
83
–
91
1 1/2
1 1/4
-14
1 3/16
–
12
136
–
149
100
–
110
1 1/2
1 1/4
-16
1 5/16
–
12
160
–
176
118
–
130
1 1/2
1
-20
1 5/8
–
12
228
–
250
168
–
184
1
1
-24
1 7/8
–
12
264
–
291
195
–
215
1
1
-32
2 1/2
–
12
359
–
395
265
–
291
1
1
-40
3
–
12
—
—
1
1
8.
Torque values shown are based on lubricated connections as in reassembly.
Содержание A40-D
Страница 2: ...A40D Self Propelled Windrower Auger Header 1009163 Published October 2018 ...
Страница 8: ......
Страница 43: ...214805 35 Revision A 1005274 A B Figure 3 63 M150 M155 M155E4 without Reverser Valve ASSEMBLING THE MACHINE ...
Страница 82: ......
Страница 112: ......
Страница 128: ......
Страница 131: ......