





























C-1
ACCESSORIES
C-1
OPTIONS / ACCESSORIES
• K2176-1
Twist-Mate to Lug Adapter
• K1764-1
Inverter and Feeder Cart
• K1557
Swivel Kit
• K1702-1
Dual Cylinder Kit (For K1764-1)
• K1838-2
Valet Style Undercarriage
Welding Cable Connectors
:
• K852-70 1/0-2/0 cable
• K852-95 2/0-3/0 cable
• K857
Remote Output Control 25ft.
• K814
Arc Start Switch
• K963-[ ]
Hand Operated Amptrol
• K870
Foot Operated Amptrol
Note: All of the above remote controls have a 6-pin
MS-style connector, a K864 or K876 adapter is need-
ed to connect them to the 14 pin wire feeder MS-style
connector. (See Diagram in Section F-1)
K930-2 TIG Module
K428
LN-25 Wire Feeder with meters*
K449
LN-25 Wire Feeder *
K617-1
LN-742 Wire Feeder W/2 Roll Drive
K618-1
LN-742 Wire Feeder W/4 Roll Drive
K440-2
LN-7 GMA Wire Feeder
K567-2
LN-7 GMA Wire Feeder W/4 Roll Drive
K1559-1
LN-10 Bench Model (CV)
K1564-1
LN-10 Generic 16ft. Boom Package
K1499-1
DH-10 Bench Model
K1521-1
DH-10 Generic 16ft. Boom Package
K1853-1
Cobramatic
*
Not recommended for pulse welding
FIELD INSTALLED OPTION
• K1762-2
TIG Gas Control Kit
• K1763-1
Advanced Process Panel
EX350i
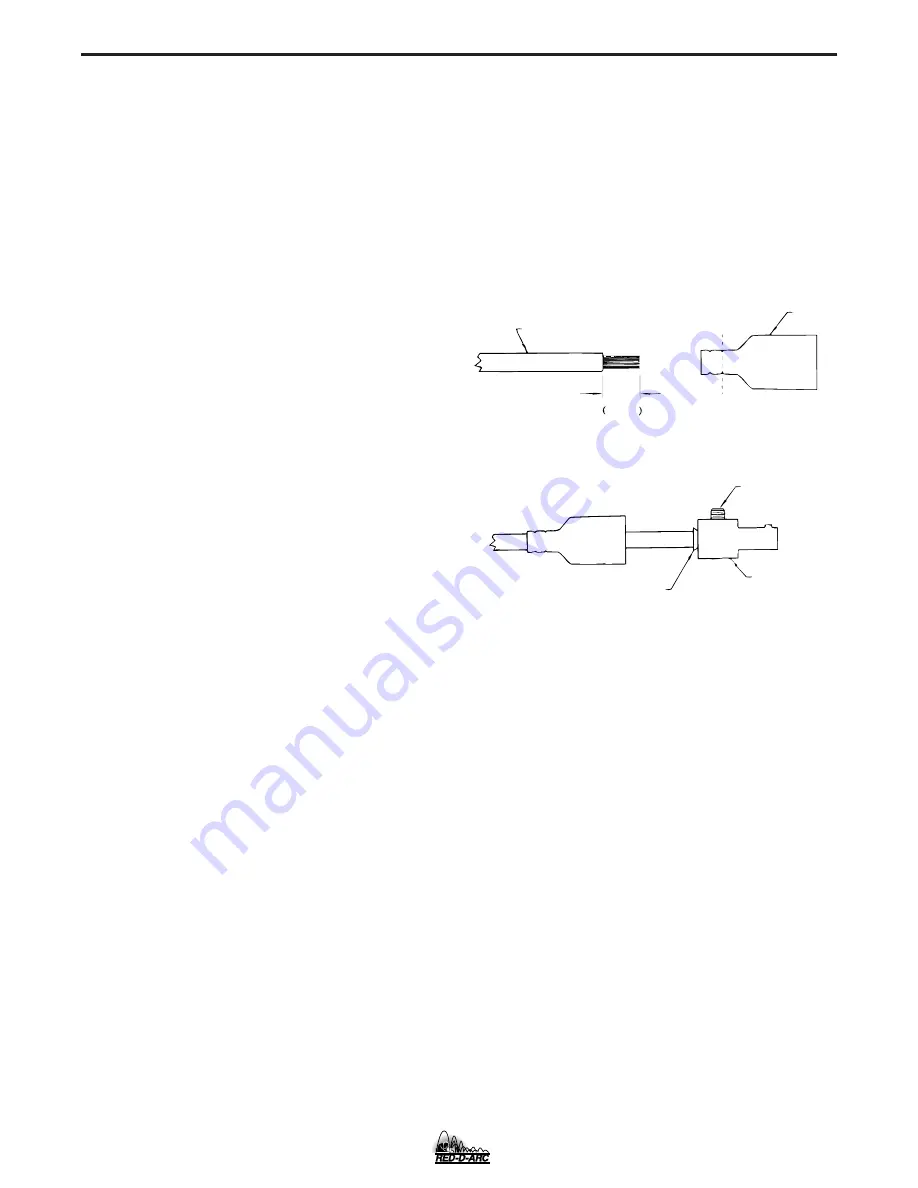
QUICK DISCONNECT PLUGS
A quick disconnect system is used for the welding
cable connections. The K852-70 is designed to
accept a welding cable size of 1/0 to 2/0.
1. Remove 25mm (1 in.) of welding cable insulation.
2. Slide rubber boot onto cable end. The boot end
may be trimmed to match the cable diameter.
Soap or other lubricant will help to slide the boot
over the cable.
3. Slide the copper tube into the brass plug.
4. Insert cable into copper tube.
5. Tighten set screw to collapse copper tube. Screw
must apply pressure against welding cable. The
top of the set screw will be well below the surface
of the brass plug after tightening.
6. Slide rubber boot over brass plug. The rubber
boot must be positioned to completely cover all
electrical surfaces after the plug is locked into the
receptacle.
25 mm
1 in.
WELDING CABLE
BOOT
TRIM
SET SCREW
BRASS PLUG
COPPER TUBE
Содержание Red-D-Arc EX350i
Страница 36: ...NOTES EX350I ...







































































