



























Page 24
-
-
-
-
-
-
-
-
-
-
Expressweld MasterMIG 250CT
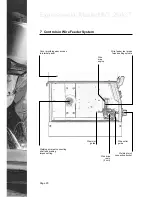
Setting Braking Torque of Welding Wire Reel Connecting Shaft
Type and Selection of Wire Drive Reels
Wire drive system is equipped with “V” type reels set for Ø 0.8 and 1.0 mm welding wire.
Make sure that the diameter of installed reel is suitable for the diameter of welding wire
being used.
There is a mark on the side surface of reels indicating the profile of wire drive groove
suitable for the wire diameter to be used. This mark is not seen after the installation.
For steel and stainless steel welding wires “V” type reels should be used.
For aluminium wires “U” type reels should be used.
For flux cored “Notched-V” type reels should be used.
Changing Wire Drive Reels
To change the reels:
Release the press force setting of feeder reels.
Remove the reel desired to be changed.
Install the new reel making sure that it fits into its place.
Fix pressure force setting again.
- To prevent welding wire to discharge from the reel, fastener that holds the reel is
equipped with a braking system.
- Braking setting is performed with a spring located in the fastener.
- When springs tightened to the left, braking torque increases, when tightened to the
right, braking torque decreases.





















































