





























About Motion Control
6-3
KVAL MLX Operation/Service Manual
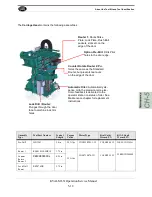
Basic Control Circuit
This section describes a basic control circuit. The Figure below shows a block diagram of a com
-
mon control circuit. There are four parts to a motion control system:
FIGURE 6-7.
Block Diagram of Basic Motion Control
Load
User Interface
Force
Positioning
System
Translated
Positioning
Controller
Instructions
Positioning
Instructions
(Optional)
Position Feedback
(Optional)
Machine’s Other
Subsystems
OK to move
Complete
Process
The Controller:
• Translates entered information into a form the positioning system can understand.
• Listens to the machine’s other subsystems waiting for the OK to move command.
• Sends the positioning instructions to the positioning system.
• Listens to the positioning system for position status (if there is a feedback loop).
• Tells the machine’s other subsystems when the move process is completed.
Examples: A PLC or a dedicated motion control board.
Positioning System:
• Moves the load.
Examples: A motor or a pneumatic cylinder.
The Position Feedback.
• Provides location information to the controller.
Examples: A limit switch, a photo eye, or ferrous eye, a resolver or an encoder
The User Interface:
• Allows communication between the humans and the machine.
Examples: A touch screen, a PC or a button panel.
Содержание MLX
Страница 29: ...How to Download the Service Application 1 19 KVAL MLX Operation Service Manual Page Intentionally Left Blank ...
Страница 59: ...About the Tool Config Tabs 2 29 KVAL MLX Operation Service Manual ...
Страница 64: ...Description of the Light Tower KVAL MLX Operation Service Manual 2 34 ...
Страница 79: ...Step 2 Calibrate the Carriage Axis KVAL Operation Manual 3 15 FIGURE 3 3 Face Cut X Y Z X Y Z Y ...
Страница 90: ...System IT Administration KVAL MLX Operation Service Manual 4 4 ...
Страница 117: ...Collet Torque Values 5 27 KVAL MLX Operation Service Manual ...
Страница 118: ...Collet Torque Values KVAL MLX Operation Service Manual 5 28 ...
Страница 141: ......
Страница 142: ......
Страница 143: ......







































































